New Semester
Started
Get
50% OFF
Study Help!
--h --m --s
Claim Now
Question Answers
Textbooks
Find textbooks, questions and answers
Oops, something went wrong!
Change your search query and then try again
S
Books
FREE
Study Help
Expert Questions
Accounting
General Management
Mathematics
Finance
Organizational Behaviour
Law
Physics
Operating System
Management Leadership
Sociology
Programming
Marketing
Database
Computer Network
Economics
Textbooks Solutions
Accounting
Managerial Accounting
Management Leadership
Cost Accounting
Statistics
Business Law
Corporate Finance
Finance
Economics
Auditing
Tutors
Online Tutors
Find a Tutor
Hire a Tutor
Become a Tutor
AI Tutor
AI Study Planner
NEW
Sell Books
Search
Search
Sign In
Register
study help
engineering
chemical engineering
Separation Process Engineering Includes Mass Transfer Analysis 5th Edition Phillip Wankat - Solutions
Batch leaching is similar to batch extraction, and the equations developed in Section 13.6 can be adapted when the solution is dilute or there is an insoluble solid matrix. We have \(12.5 \mathrm{~L}\) of pure water that we will use to leach \(10.0 \mathrm{~L}\) of wet sugarcane solids. Equilibrium
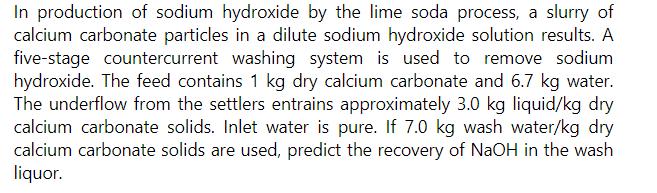
Barium sulfide is produced by reacting barium sulfate ore with coal. The result is barium black ash, which is \(\mathrm{BaS}\) plus insoluble solids. Since \(\mathrm{BaS}\) is soluble in water, it can be washed out with water. In thickeners, insoluble solids in underflow typically carry with them
Repeat Problem 14.D14 except the feed has \(4.5 \mathrm{~kg}\) liquid \(/ \mathrm{kg}\) solids.Problem 14.D14Barium sulfide is produced by reacting barium sulfate ore with coal. The result is barium black ash, which is \(\mathrm{BaS}\) plus insoluble solids. Since \(\mathrm{BaS}\) is soluble in
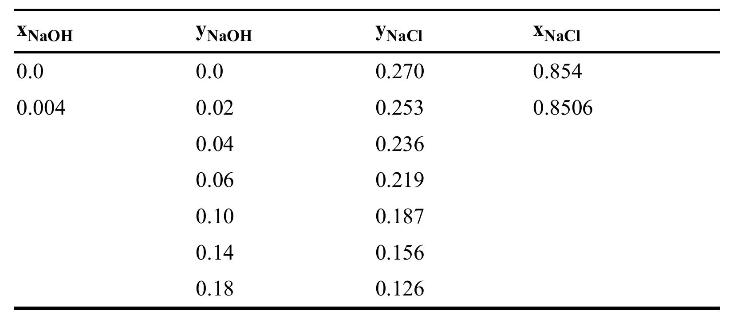
A slurry of pure \(\mathrm{NaCl}\) crystals, \(\mathrm{NaCl}\) in solution, \(\mathrm{NaOH}\) in solution, and water is sent to a system of thickener(s) at a rate of \(100.0 \mathrm{~kg} / \mathrm{min}\). The feed slurry is \(45.0 \mathrm{wt} \%\) crystals. The mass fractions of the entire feed
This problem looks at the trade-offs between purity measured by \(\mathrm{y}_{\mathrm{I}, \text { out }} / \mathrm{y}_{\text {sugar, out }}\) and sugar recovery in the liquid, \(\left(\mathrm{y}_{\text {sugar,out }} \mathrm{F}_{L, \text { out }}\right) /\left(\mathrm{x}_{\text {sugar,in }}
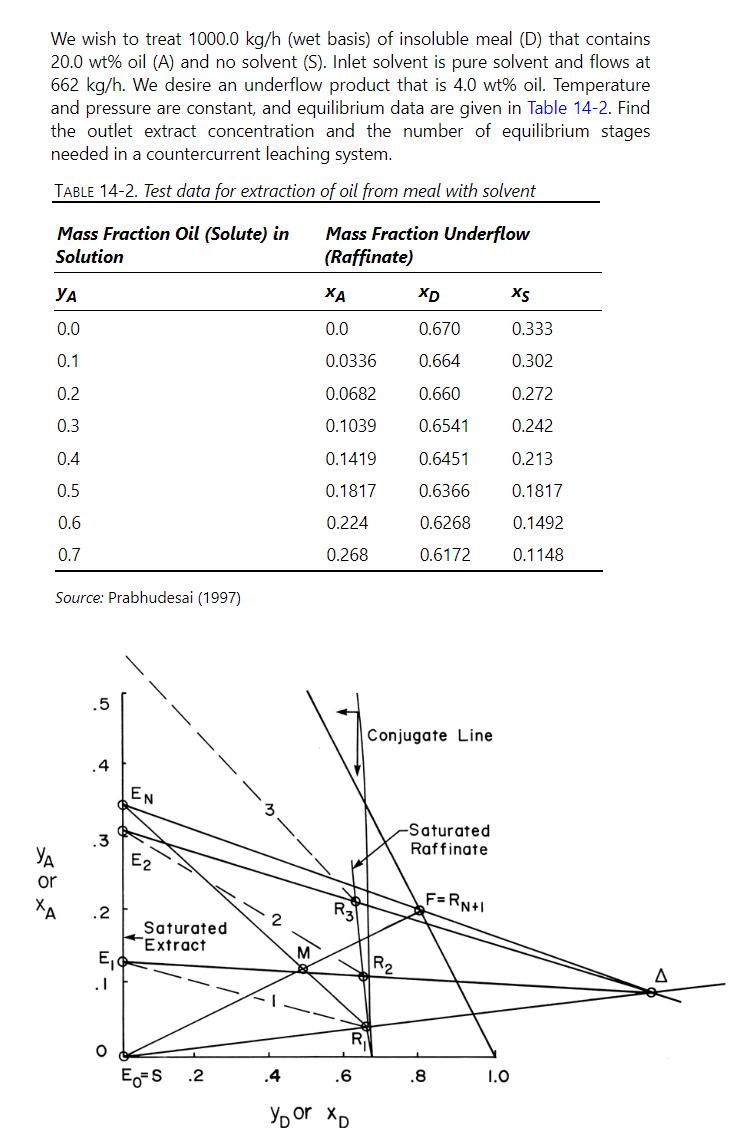
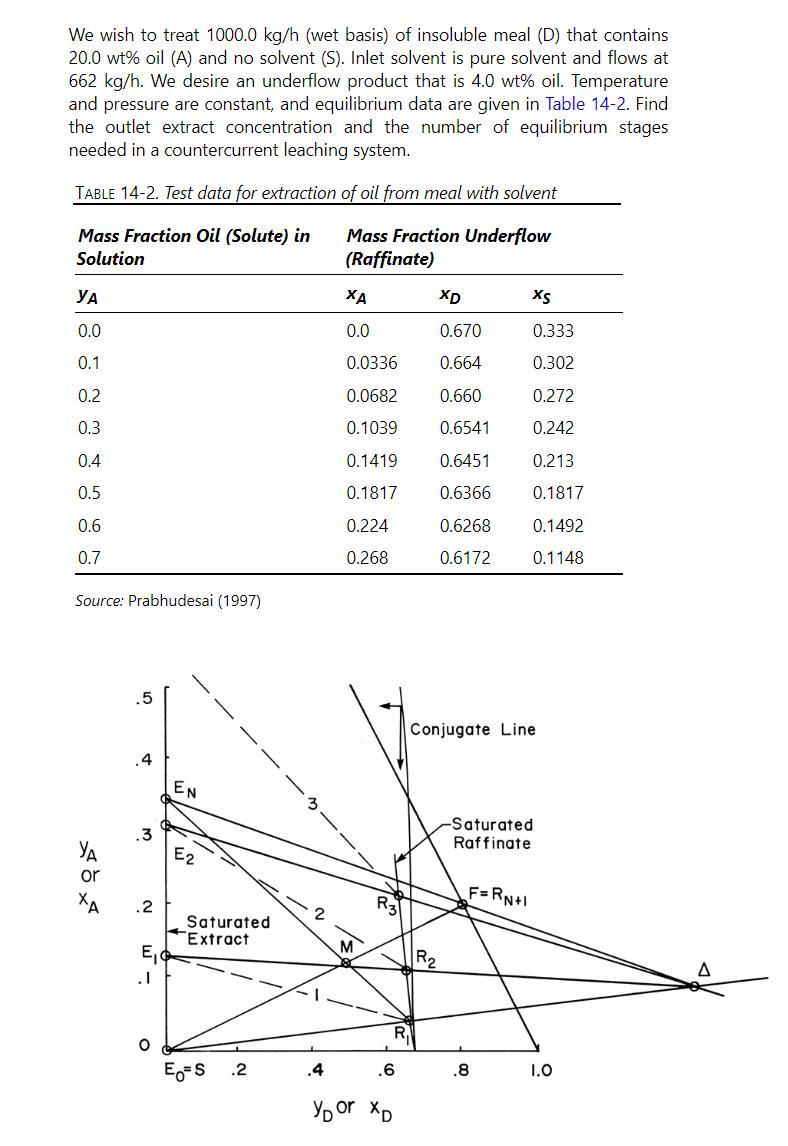
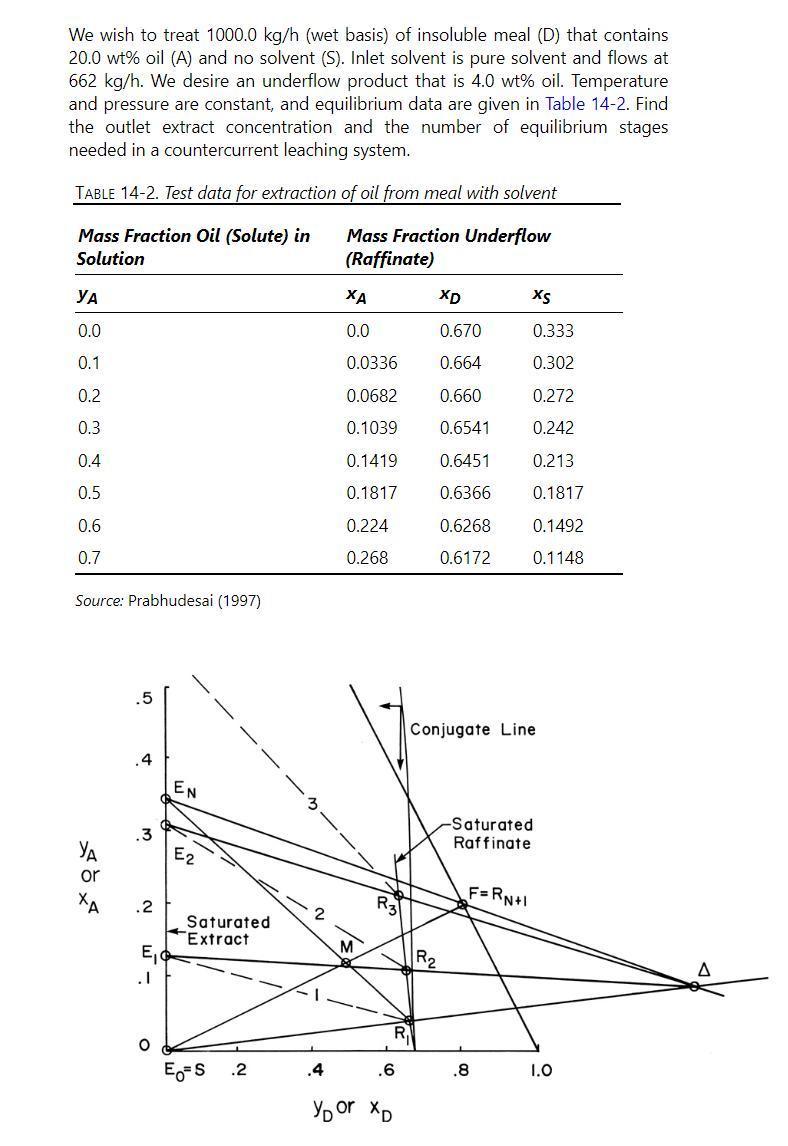
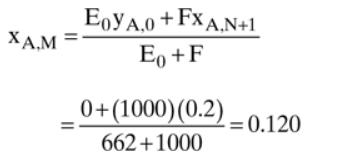
Repeat Example 14-2 except for a single-stage system and unknown underflow product concentration.Example 14-2 We wish to treat 1000.0 kg/h (wet basis) of insoluble meal (D) that contains 20.0 wt% oil (A) and no solvent (S). Inlet solvent is pure solvent and flows at 662 kg/h. We desire an underflow
Repeat Example 14-2 except for a three-stage countercurrent system and unknown underflow product concentration.Example 14-2 We wish to treat 1000.0 kg/h (wet basis) of insoluble meal (D) that contains 20.0 wt% oil (A) and no solvent (S). Inlet solvent is pure solvent and flows at 662 kg/h. We
Repeat Example 14-2 except for a three-stage crossflow system, with pure solvent at a rate of \(421 \mathrm{~kg} / \mathrm{h}\) added to each stage and unknown underflow product concentration.Example 14-2 We wish to treat 1000.0 kg/h (wet basis) of insoluble meal (D) that contains 20.0 wt% oil (A)
You are processing halibut livers that contain approximately \(25.2 \mathrm{wt} \%\) fish oil and \(74.8 \mathrm{wt} \%\) insoluble solids. The following data for leaching fish oil from halibut livers using diethyl ether solvent are given by Brown et al. \((1950)\) :where
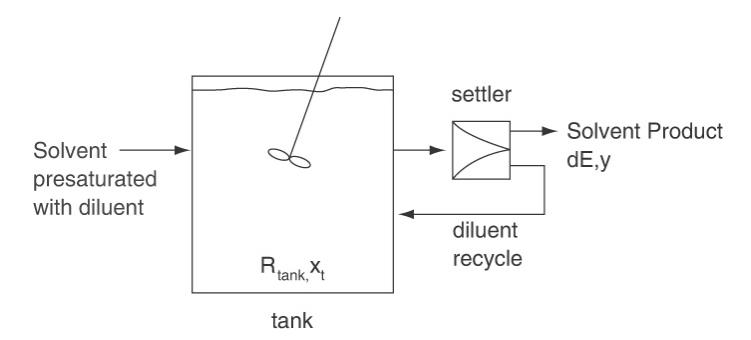
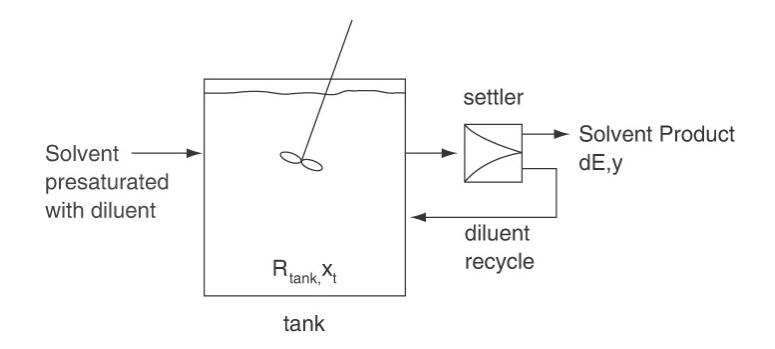
Your company continues to have the stinky job of processing halibut livers detailed in Problem 14.E1. Halibut arrive in batches on the fishing boats, so you decide to evaluate a continuous solvent addition batch operation. The system is similar to the extraction system shown in Figure 13-12, except
Solve Problem 14.E2, part b, but do not assume \(R_{t}\) is constant. Derive an alternative for Eq. (13-29a) for nonconstant \(\mathrm{R}_{t}\) but with a constant amount of insoluble solids. Then integrate numerically (e.g., with Simpson's rule).Problem 14.E2Your company continues to have the
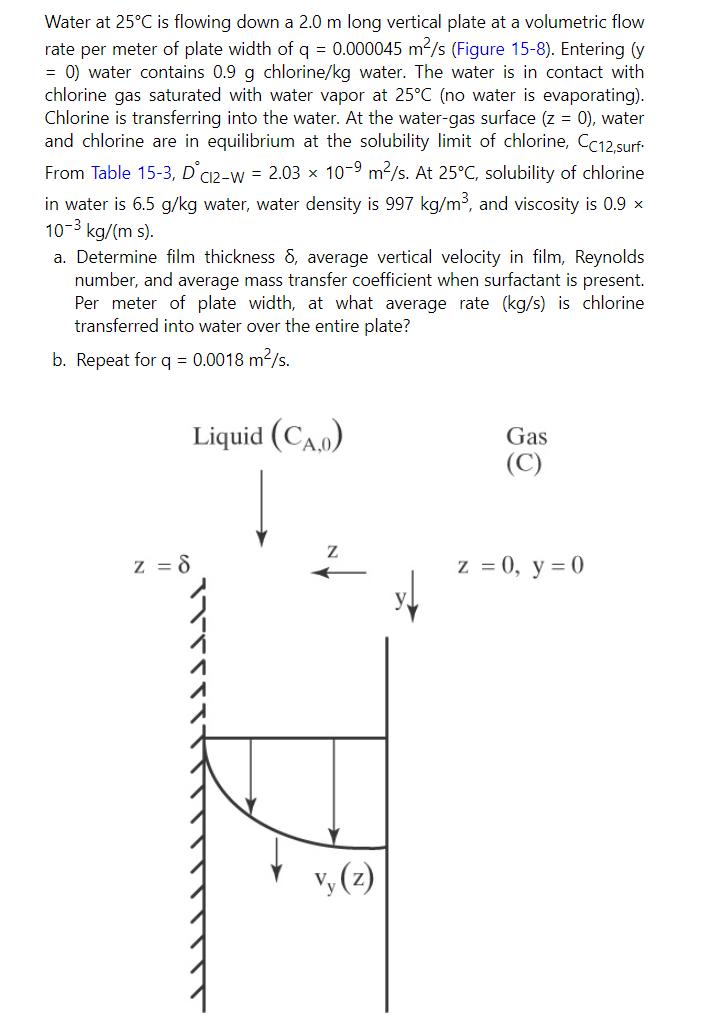
Suppose we have a volume of nitrogen plus a small amount of water vapor at \(1.0 \mathrm{~atm}\). The walls of the container are at \(25^{\circ} \mathrm{C}\), and there is a hot pipe at \(105^{\circ} \mathrm{C}\) running through the volume. Explain the behavior predicted by Eq. (15-4a), the
Dirty solutions typically have lower mass transfer rates than clean solutions. Where does the increased resistance come from?
Explain why infinite dilution Fickian diffusivities for binary liquid systems are not equal, \(D_{\mathrm{AB}}^{\circ} eq D_{\mathrm{BA}}^{\circ}\)
The constant in Eq. (15-22b) is \(1.173 \times 10^{-16}\), which agrees with Geankoplis et al. (2018). However, Cussler (2009) and Wankat and Knaebel (2019) use a constant of 7.4 \(\times 10^{-8}\). Both are correct. Explain.Equation (15-22b) 1.17310-16 [OB (MWB)]1/2 T DAB 70.6 UBV6 A
What is a controlling resistance? How do you determine which resistance, if either, is controlling?
In Problem \(15 . \mathrm{H} 5\) changing the pressure changes the diffusivities but does not change the Henry's law constant of ammonia. However, changing the pressure does change the surface concentrations. Explain.Problem 15.H5Repeat Example \(15-8\) but for a pressure of \(1.1 \mathrm{~atm}\).
You design a new type of absorber that has a number of slanted plates with falling films on each plate and gas flowing counter to the liquid. In the laboratory, the new system works well. Its high mass transfer coefficients result in excellent separation. When a larger unit is tested in the plant,
When is \(\mathrm{J}_{\mathrm{A}}=\mathrm{N}_{\mathrm{A}}\), and when are they not equal?
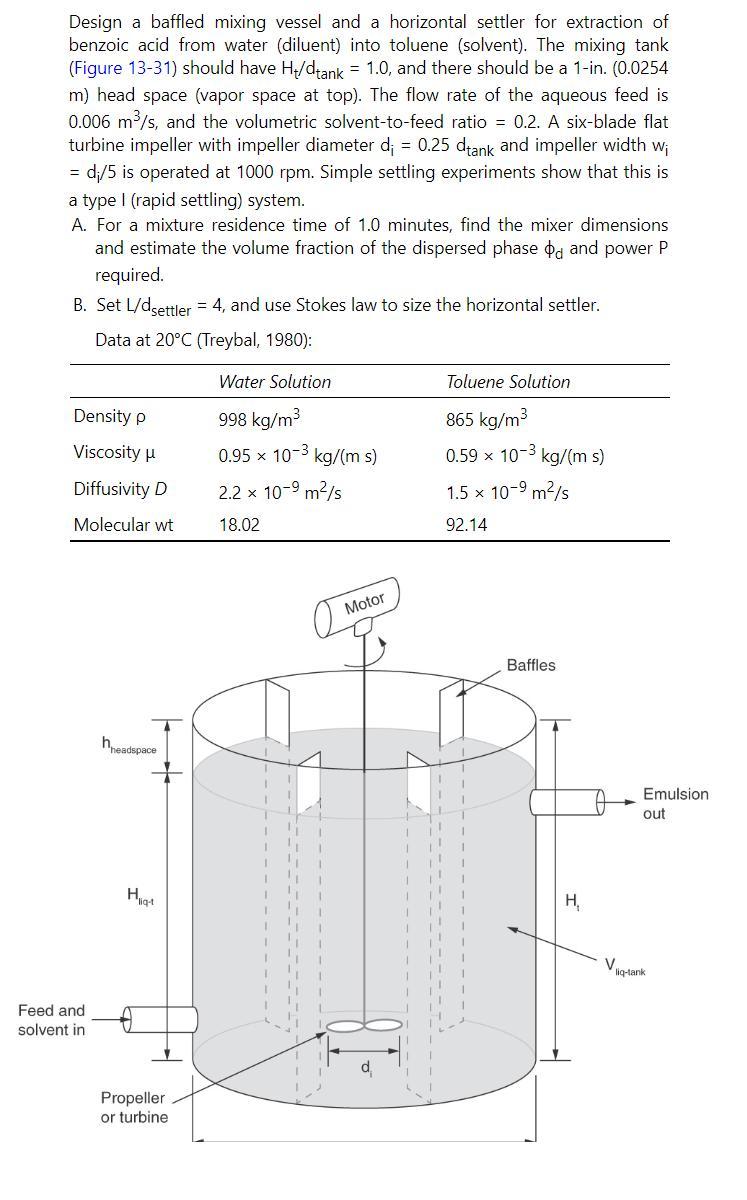
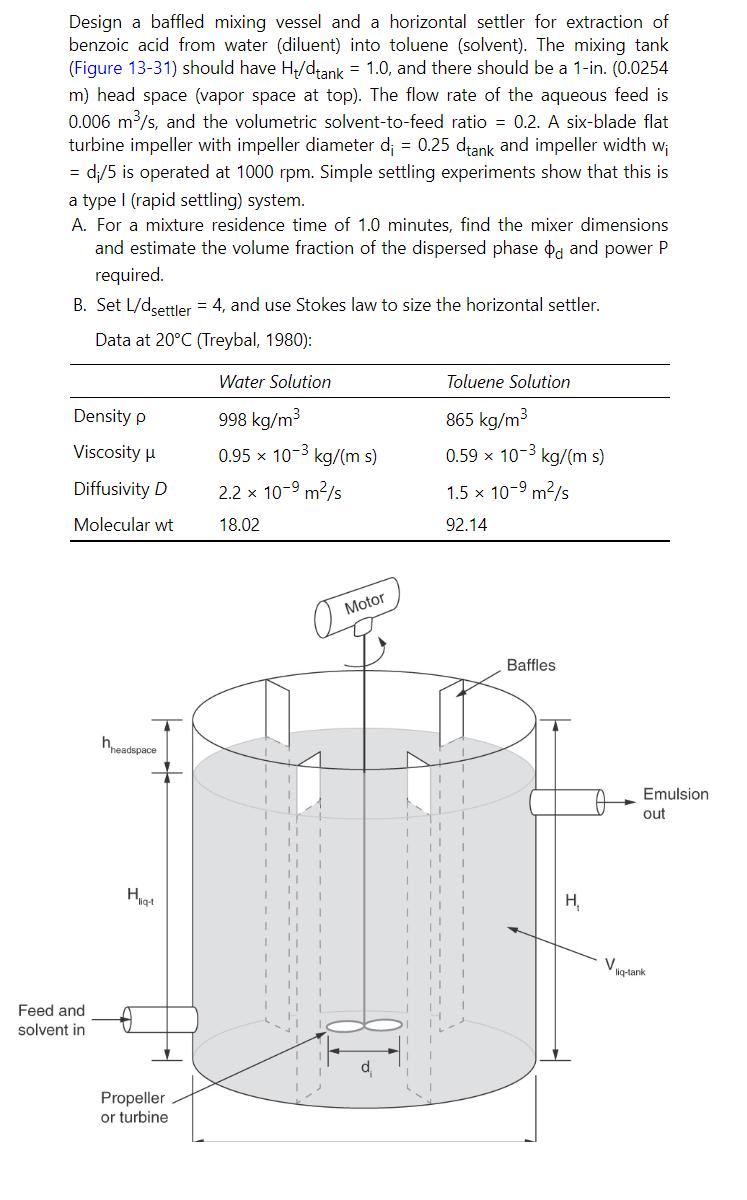
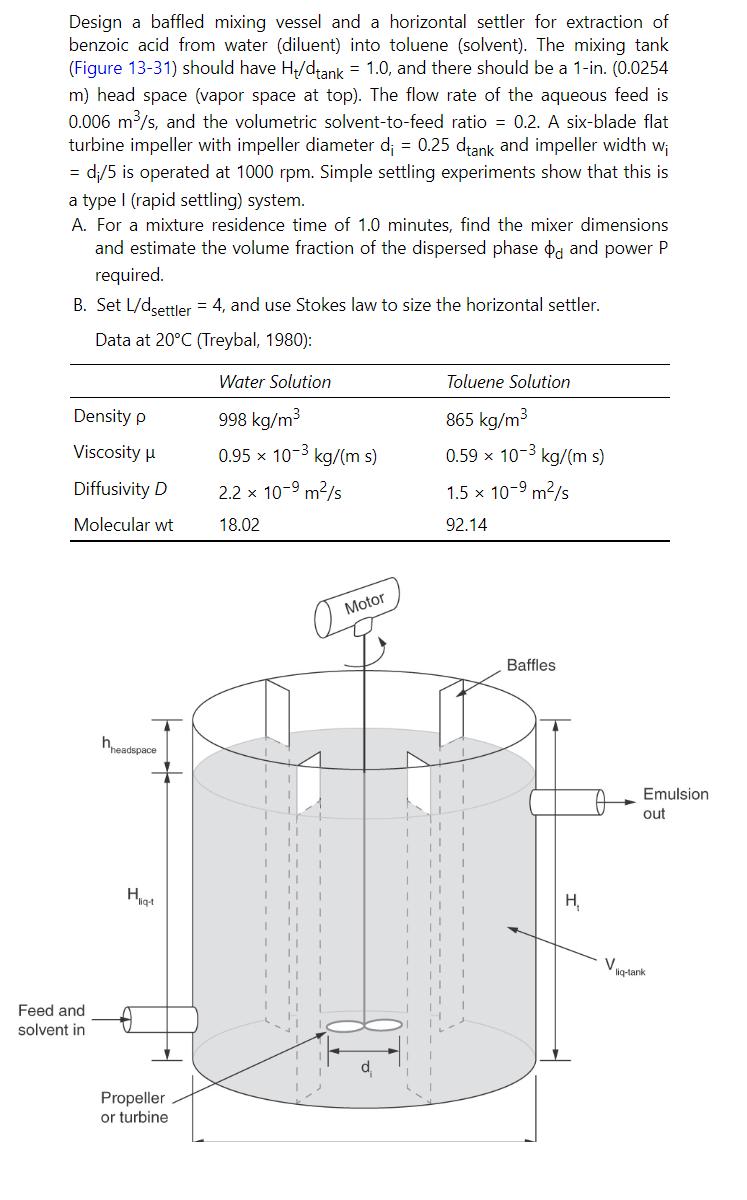
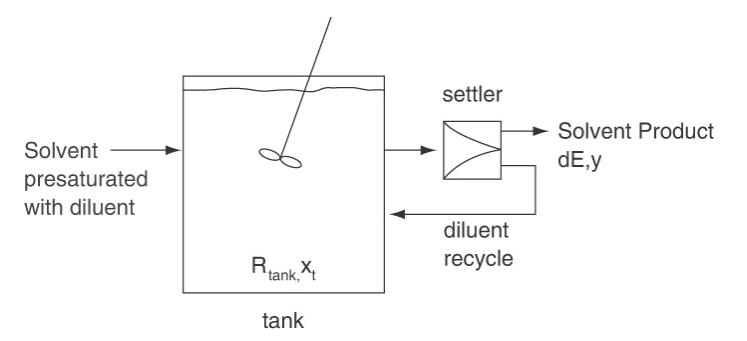
For the extraction in Example 13-7, suppose we decide to have \(\mathrm{H}_{\text {tank }}=\) \(2 \mathrm{~d}_{\text {tank }}\) and want a 1.5 minute residence time. Find the tank dimensions.Example 13-7 Design a baffled mixing vessel and a horizontal settler for extraction of benzoic acid from
Estimate value of \(\varphi_{\mathrm{d}}\) in the tank and power \(\mathrm{P}\) required for Example 13-7 with \(\mathrm{H}_{\text {tank }}=\mathrm{d}_{\text {tank }}=0.8279 \mathrm{~m}\) and a \(1.0-\) minute residence time. A sixblade flat turbine impeller with impeller diameter
Extract meta-, ortho-, and para-xylenes from \(n\)-hexane using \(\beta, \beta^{\prime}-\) thiodipropionitrile as solvent. Solvent and diluent ( \(n\)-hexane) are immiscible. Feed flow rate is \(1000.0 \mathrm{~kg} / \mathrm{h}\). Feed is \(\mathrm{x}_{\mathrm{m}-\mathrm{xy}}=0.5 \mathrm{wt} \%
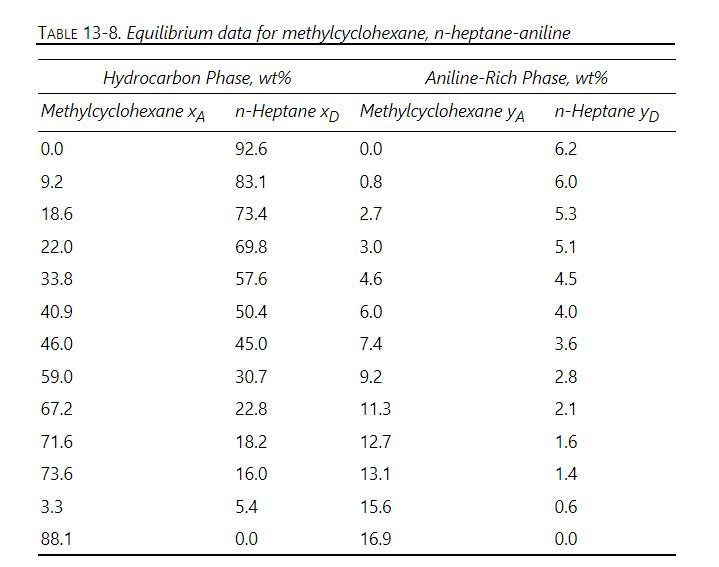
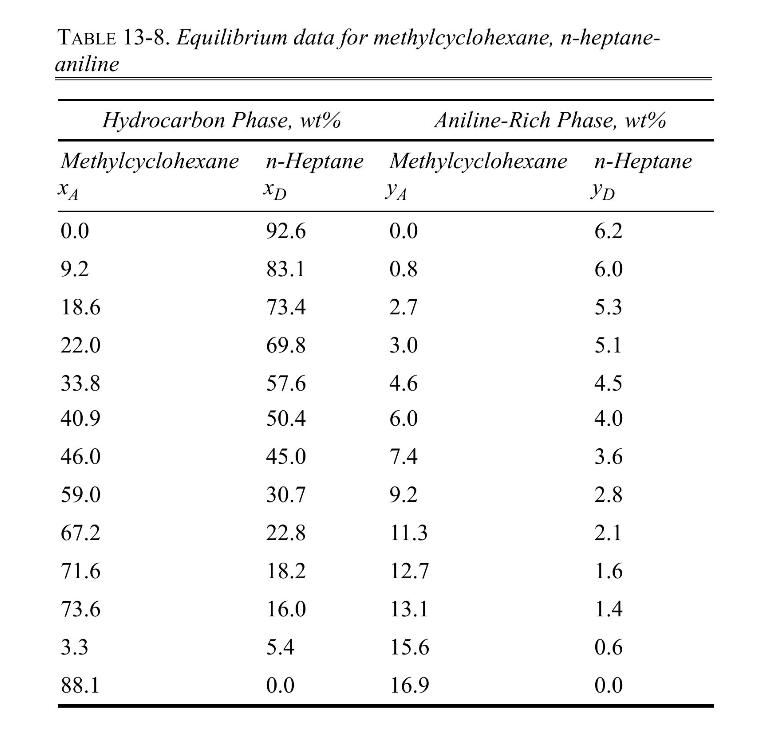
Equilibrium data for extraction of methylcyclohexane (A) from nheptane (D) into aniline (S) are given in Table 13-8. Compare batch extractions of \(20 \mathrm{~kg}\) of \(40 \mathrm{wt} \%\) methylcyclohexane and \(60 \mathrm{wt} \% \mathrm{n}-\) heptane feed. Solvent added is first presaturated
Your supervisor decides to test the newly hired engineer with a problem that you have not seen before. Recover p-xylene as the center cut (Figure 13-6) from a feed that is \(50.0 \mathrm{wt} \% \mathrm{o}-\mathrm{xylene}, 30.0 \mathrm{wt} \% \mathrm{p}-\) xylene, and \(20.0 \mathrm{wt} \%
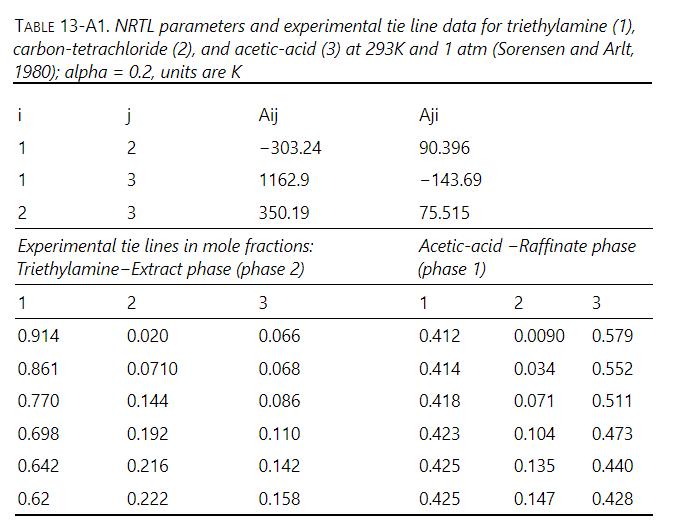
Do Lab 12 in this chapter's appendix, but for three-stage systems. Operation is at \(293 \mathrm{~K}, 1.0 \mathrm{~atm}, \mathrm{~F}=10 \mathrm{kmol} / \mathrm{h}\) and is \(10 \mathrm{~mol} \%\) carbon tetrachloride and \(90 \mathrm{~mol} \%\) acetic acid. Entering solvent is pure triethylamine.a.
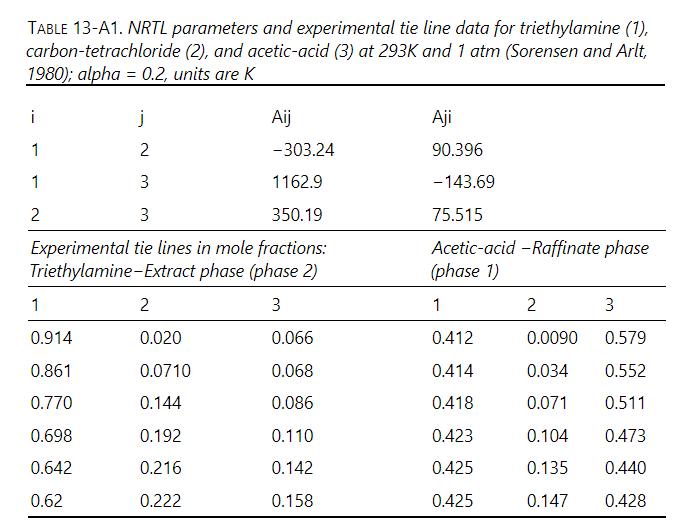
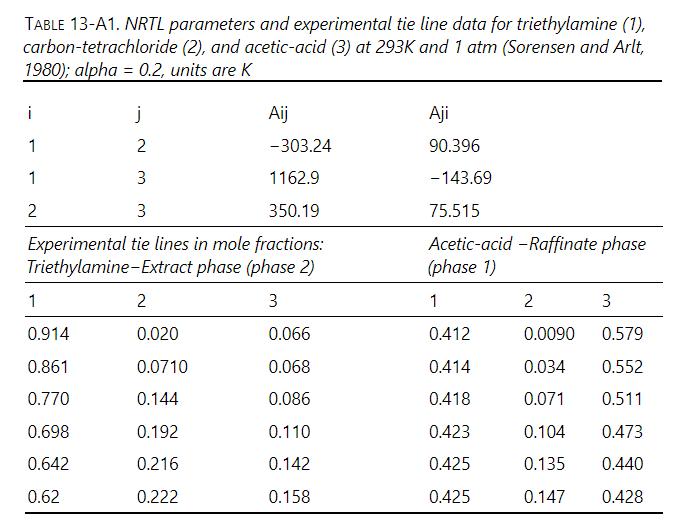
Input the DECHEMA coefficients in Aspen Plus from Table 13-A1 in the appendix. Then in Properties, have Aspen print out the triangular diagram for the triethylamine, carbon-tetrachloride, acetic-acid system. Plot experimental tie lines from Table 13-A1 on this diagram to see how good the fit is.
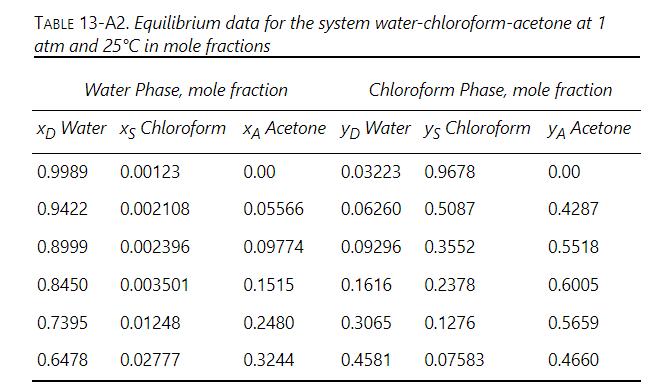
Use Aspen Plus Analysis to develop and print out ternary diagrams for the system water-chloroform-acetone using NRTL as the LLE correlation. Compare results to experimental data in Table 13-A2 (mole fractions).a. Use binary interaction parameters from the Aspen Plus database.b. Use binary
Although not absolutely necessary, a spreadsheet using nothing fancier than Goal Seek or Solver will reduce the calculation burden of this design problem significantly.Your boss requests a preliminary design for separation of pyridine (B) from furfural (A) in a fractional extraction system. A and
Develop your key relations chart for this chapter. Remember that a key relations chart is not a core dump but is selective.
How do the ideas of a general McCabe-Thiele procedure and the concept of unit operation relate to each other?
Washing clothes is most similar to large-scale washing when (select the best answer)a. the clothes are washed by hand.b. the clothes are washed with detergent but no soap.c. the clothes are washed with soap but no detergent.d. the clothes are rinsed.
In leaching, the final saturated raffinate often contains a significant amount of solvent. For example, this occurs in Example 14-2. How do you recover this solvent?Example 14-2 We wish to treat 1000.0 kg/h (wet basis) of insoluble meal (D) that contains 20.0 wt% oil (A) and no solvent (S). Inlet
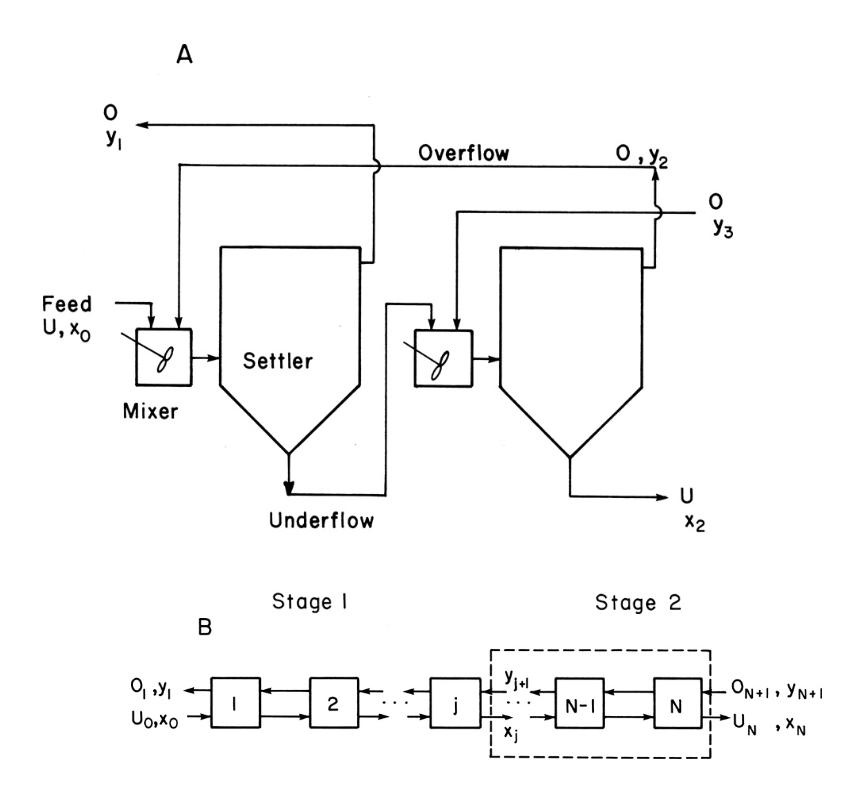
How does solid enter into washing calculations? Where does solids flow rate implicitly appear in Figure 14-1? Feed U, xo A Mixer Settler B Underflow Stage I Overflow 0112 Stage 2 U | 2 N-1 N Uo,xo xj x2 O y3 ON+1,YN+1 'N XN
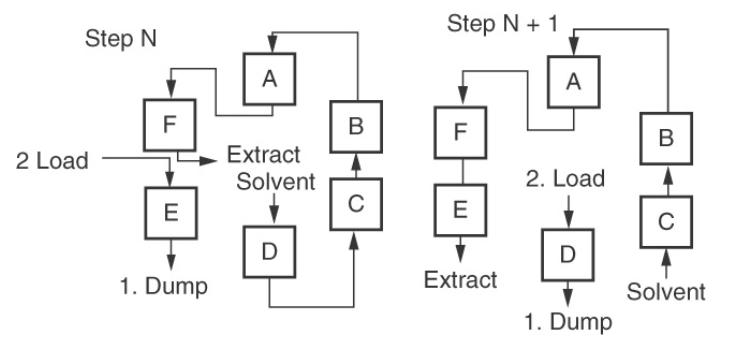
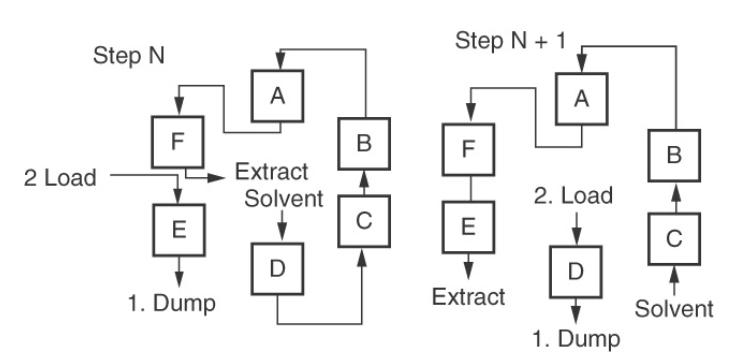
The simulated countercurrent process for leaching is shown in Figure 14-6. Convert this figure to the appropriate nomenclature for washing. BI 0 Step N F A Extract Solvent 2 Load E D 1. Dump Step N + 1 A FL 2. Load B E C D Extract Solvent 1. Dump
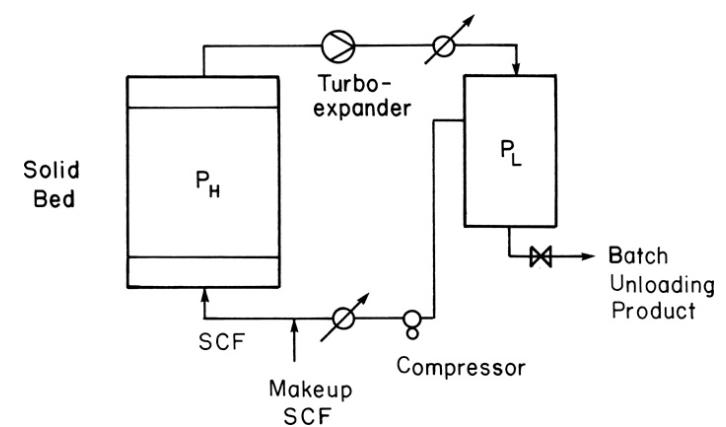
Show how Figure 14-8 could be modified to use a temperature swing instead of a pressure swing. What might be advantages and disadvantages of doing this? Solid Bed PH Turbo- expander PL SCF Compressor Makeup SCF Batch Unloading Product
What are some of the properties you would look for in a good solvent for extraction, leaching, and supercritical extraction?
Would you expect stage efficiencies to be higher or lower in leaching than in supercritical extraction? Explain.
With any model (McCabe-Thiele, Kremser, triangular diagram, computer simulation, mass transfer analysis), you should ask how well the model captures key aspects of the physical situation. For staged separations, key aspects include equilibrium, flow ratios, cascading, and mass transfer. Critique
In Example 14-2 and Figure 14-5, we plotted solute mole fractions on the ordinate and solvent mole fractions on the abscissa (x-axis). Instead, we could have plotted solid mole fractions \(\mathrm{x}_{\mathrm{D}}\) or \(\mathrm{y}_{\mathrm{D}}\) on the abscissa. Why is plotting solvent mole
Because the feed underflow in Example 14-1 was not the same as in the other stages, we had to do the feed stage calculation separately, but connected to, the calculation for the remainder of the cascade. In Example 14-2, the feed contained less entrained liquid than the other raffinate streams, but
Derive Eq. (14-14) and the form of this equation if the system is very dilute. Y = (Fsolid/Fsolv) X+Y-(Fsolid /Fsolv)X0
Adapt the Kremser equation to leaching with constant flow rates.
Derive Eq. (14-15a) and the corresponding equation for \(\mathrm{x}_{\mathrm{D}, \mathrm{M}}\).(14--15a) XA.M EOYA,0 + FXA,N+1 EO+F 0+(1000) (0.2) 662+1000 = 0.120
Develop procedures for single-stage and crossflow systems for leaching using a triangular diagram. Hint: Study Section 13.9.
a.Sketch possible arrangements for the piping and valves for Figure 14-6. Note that every tank needs to be able to receive fresh washwater or overflow from the next higher letter tank, except for tank F, which receives overflow from tank A or no liquid when offline for the dump and load step. Also,
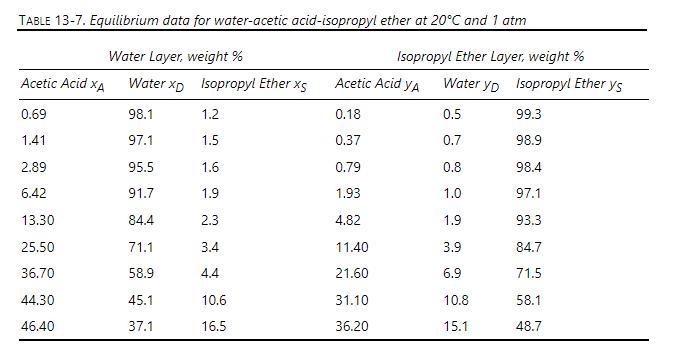
A countercurrent system with three equilibrium stages is to be used for water-acetic acid-isopropyl ether extraction (see Table 13-7). Feed is \(40 \mathrm{wt} \%\) acetic acid and \(60 \mathrm{wt} \%\) water. Feed flow rate is \(2000 \mathrm{~kg} / \mathrm{h}\). Solvent added contains \(1
We want to solve Example 13-6 with a multicomponent computer program similar to absorption and stripping programs. Set up the tridiagonal matrix for the mass balances assuming there are six stages in the column and exit raffinate stream concentration is unknown. Develop the values for A, B, C, and
Plot equilibrium data from Table 13-A1 for tri-ethylamine (solvent), carbon tetrachloride (solute), acetic acid (diluent) on a right triangle diagram with ordinate \(=\) mole fraction \(\mathrm{CCl}_{4}\) and abscissa \(=\) mole fraction acetic acid. Solve following two stage crossflow problem
Find number of stages needed for a countercurrent extractor if 10 \(\mathrm{kmol} / \mathrm{h}\) feed that is \(10 \mathrm{~mol} \% \mathrm{CCl}_{4}\) and \(90 \mathrm{~mol} \%\) acetic acid is processed at \(293 \mathrm{~K}\) and \(1 \mathrm{~atm}\). Solvent is pure tri-ethylamine with a flow rate
The horizontal settler calculation in Example 13-7 was done for a settler diameter of \(\mathrm{D}_{\mathrm{s}}=1.023 \mathrm{~m}\) with the dispersion band assumed to be at the center of the circle. The conclusion was that there was likely to be a limited amount of interference due to flow. Repeat
Suppose in Example 13-7 that we decide to build the settler with a diameter of \(1.0 \mathrm{~m}\) and a length of \(4.0 \mathrm{~m}\). What safety factor are we employing?Example 13-7 Design a baffled mixing vessel and a horizontal settler for extraction of benzoic acid from water (diluent) into
For the toluene-water system in Example 13-7, we found toluene is the dispersed phase if \(\mathrm{Q}_{\text {solvent }} / \mathrm{Q}_{\text {feed }}=0.2\). Which phase is dispersed ifa. \(\mathrm{Q}_{\text {solvent }} / \mathrm{Q}_{\text {feed }}=0.6\) ?b. \(\mathrm{Q}_{\text {solvent }} /
In Example 13-1, we assumed we were going to use all available solvent. There are other alternatives. Determine if the following alternatives are capable of producing outlet water of desired acetic acid concentration.a. Use only pure solvent at bottom of extractor.b. Mix all pure and impure
A countercurrent extraction system extracts furfural from water into methyl-isobutyl ketone (MIBK) at \(25^{\circ} \mathrm{C}\). Aqueous feed contains 0.0011 wt. fraction furfural and has a feed rate of \(9000 \mathrm{~kg} / \mathrm{h}\). Recovery of the furfural that enters in the aqueous feed is
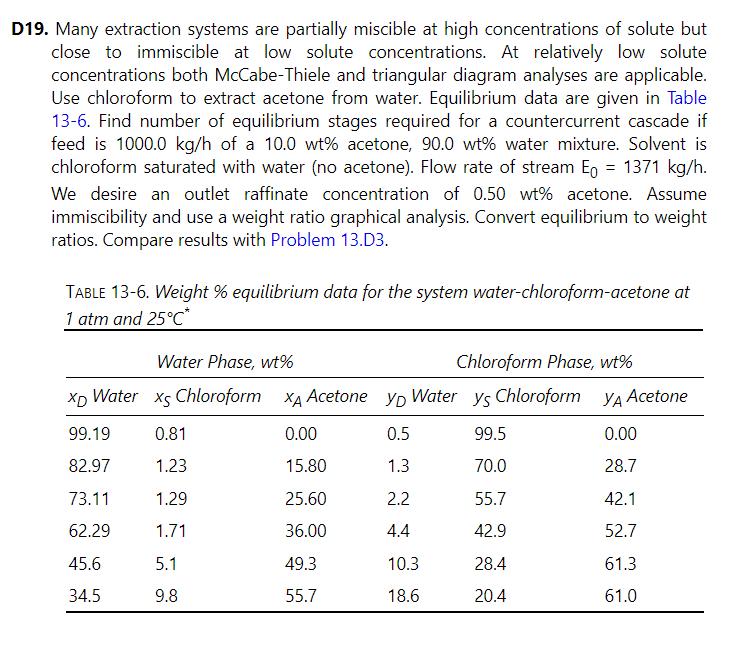
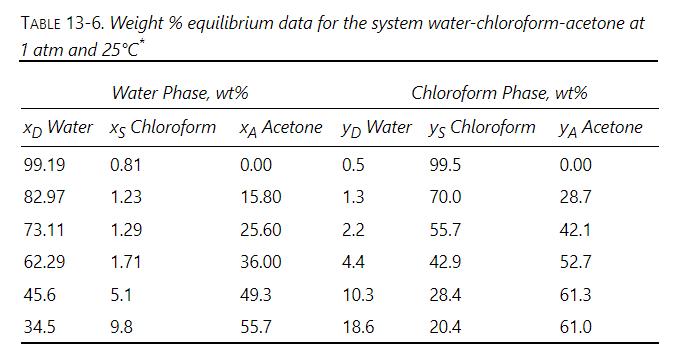
Use chloroform to extract acetone from water. Equilibrium data are given in Table 13-6. Find number of equilibrium stages required for a countercurrent cascade if feed is \(1000.0 \mathrm{~kg} / \mathrm{h}\) of a \(10.0 \mathrm{wt} \%\) acetone, \(90.0 \mathrm{wt} \%\) water mixture. Solvent is
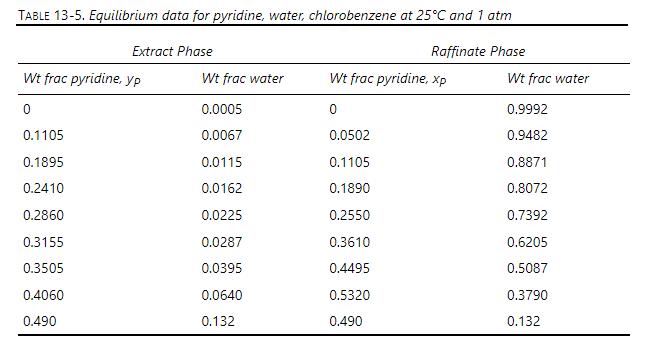
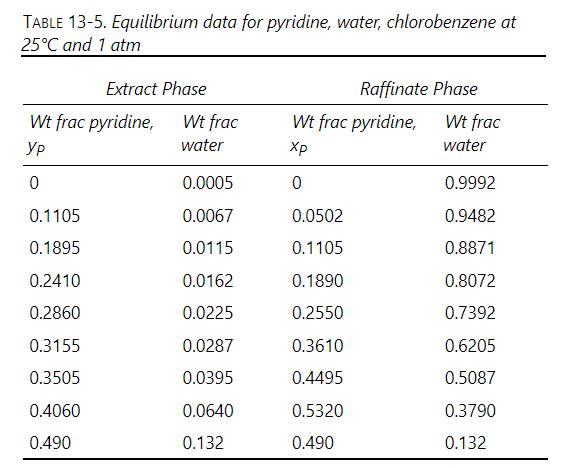
We are extracting pyridine from \(500 \mathrm{~kg} / \mathrm{h}\) of a feed that is \(15.0 \mathrm{wt} \%\) pyridine and \(85.0 \mathrm{wt} \%\) water using \(225 \mathrm{~kg} / \mathrm{h}\) of pure chlorobenzene as the solvent. Assume water and chlorobenzene are immiscible. The equilibrium is
The equilibrium for extraction of acetic acid from water into 3heptanol at \(25^{\circ} \mathrm{C}\) is \(\mathrm{y}=0.828 \mathrm{x}\), where \(\mathrm{y}\) is weight fraction acetic acid in 3-heptanol and \(x=\) weight fraction acetic acid in water. \(400 \mathrm{~kg} / \mathrm{h}\) of feed with
Equilibrium for extraction of acetic acid from 3-heptanol into water at \(25^{\circ} \mathrm{C}\) is \(\mathrm{y}=1.208 \mathrm{x}\), where \(\mathrm{y}=\) weight fraction acetic acid in water and \(\mathrm{x}=\) weight fraction acetic acid in 3-heptanol. \(100 \mathrm{~kg} / \mathrm{h}\) of feed
We are extracting acetic acid from water into 3 -heptanol at \(25^{\circ} \mathrm{C}\) in an extraction column with 30 equilibrium stages. Equilibrium is \(y=0.828\) \(\mathrm{x}\), where \(\mathrm{y}\) is weight fraction acetic acid in 3-heptanol and \(\mathrm{x}=\) weight fraction acetic acid in
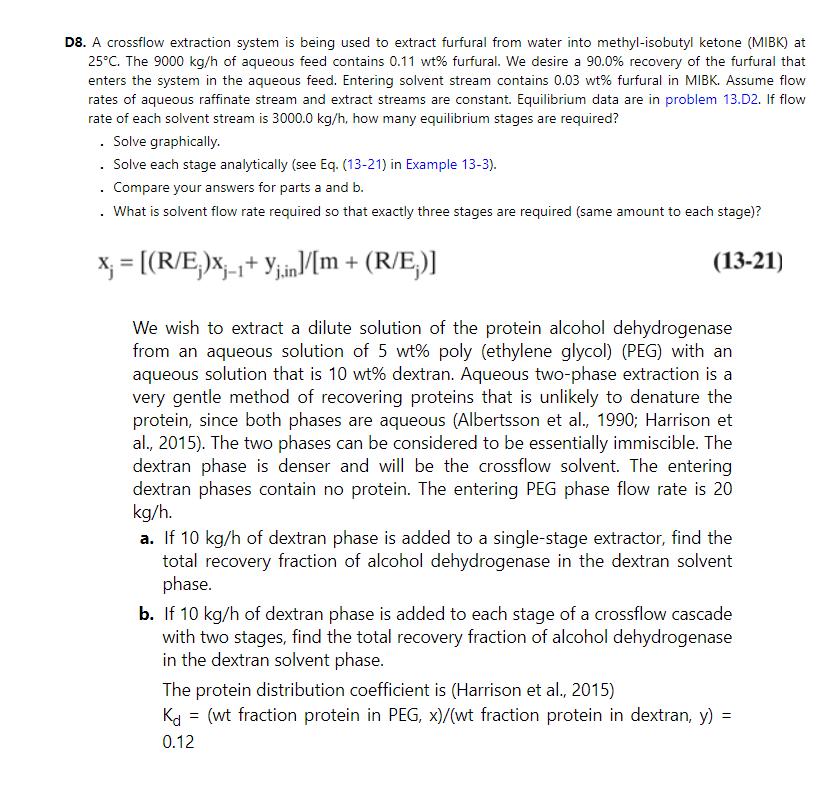
A crossflow extraction system is being used to extract furfural from water into methyl-isobutyl ketone (MIBK) at \(25^{\circ} \mathrm{C}\). The \(9000 \mathrm{~kg} / \mathrm{h}\) of aqueous feed contains \(0.11 \mathrm{wt} \%\) furfural. We desire a \(90.0 \%\) recovery of the furfural that enters
Solve part a of Example 13-2 with a form of the Kremser equation that has an \(x^{*}\) or \(y^{*}=0\), but do not use Eqs. (12-31) or (13-19).Equation (12-31) Equation (13-19)Example 13-2The last step in the recovery of streptomycin from fermentation broth is extractive separation of the active
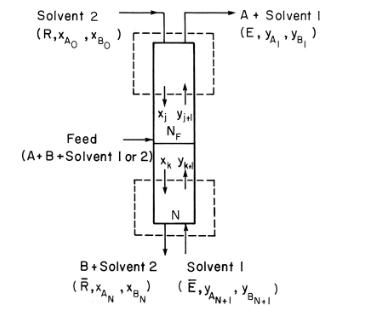
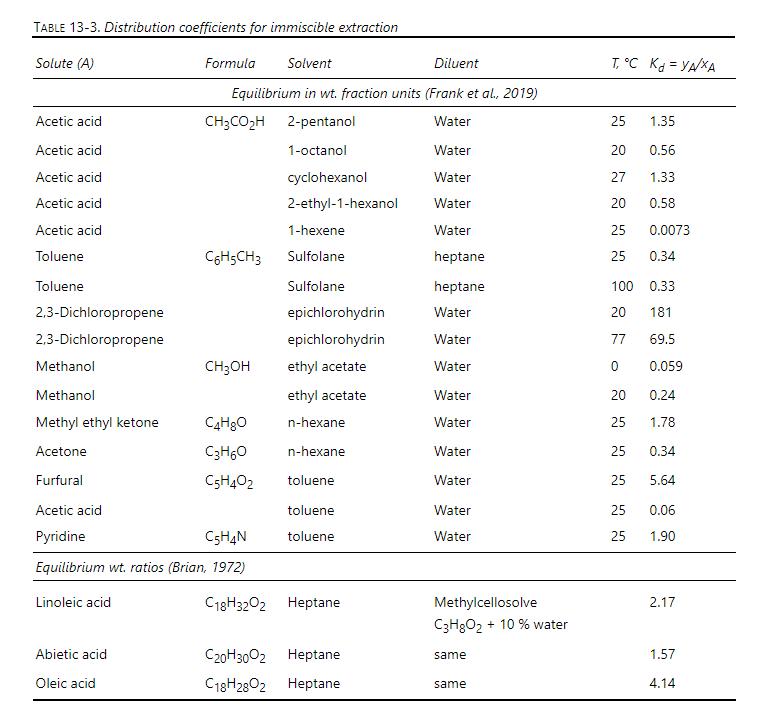
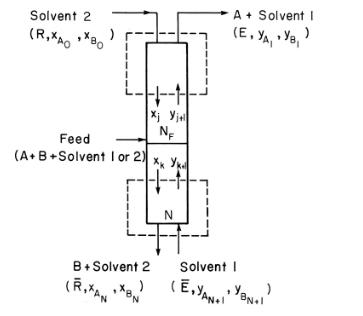
a. Solve problem 13.D11 with a form of the Kremser equation.Data From 13.D11A fractional extraction system (Figure 13-5) is separating abietic acid from other acids. Solvent 1 , heptane, enters at \(\mathrm{E}-=1000 \mathrm{~kg} / \mathrm{h}\) and is pure. Solvent 2, methylcellosolve \(+10 \%\)
A fractional extraction system (Figure 13-5) is separating abietic acid from other acids. Solvent 1 , heptane, enters at \(\mathrm{E}-=1000 \mathrm{~kg} / \mathrm{h}\) and is pure. Solvent 2, methylcellosolve \(+10 \%\) water, is pure and has a flow rate of \(\mathrm{R}=2500 \mathrm{~kg} /
Recover pyridine from water using chlorobenzene as solvent in a countercurrent extractor. Feed is \(25.9 \mathrm{wt} \%\) pyridine and \(74.1 \mathrm{wt} \%\) water. Solvent is pure chlorobenzene, and solvent flow rate is 1000.0 \(\mathrm{kg} / \mathrm{h}\). Outlet extract is \(26 \mathrm{wt} \%\)
Extract \(p\)-xylene and o-xylene from \(n\)-hexane diluent using \(\beta, \beta^{\prime}\) thiodipropionitrile as solvent. Solvent and diluent can be assumed to be immiscible. Feed rate is \(1000.0 \mathrm{~kg} / \mathrm{h}\). The feed contains \(0.3 \mathrm{wt} \% \mathrm{p}-\) xylene and \(0.5
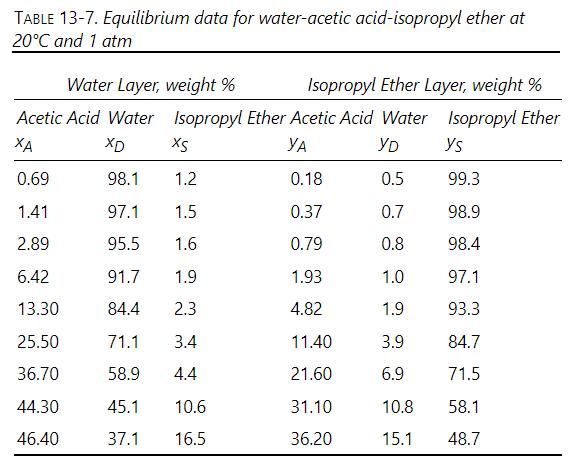
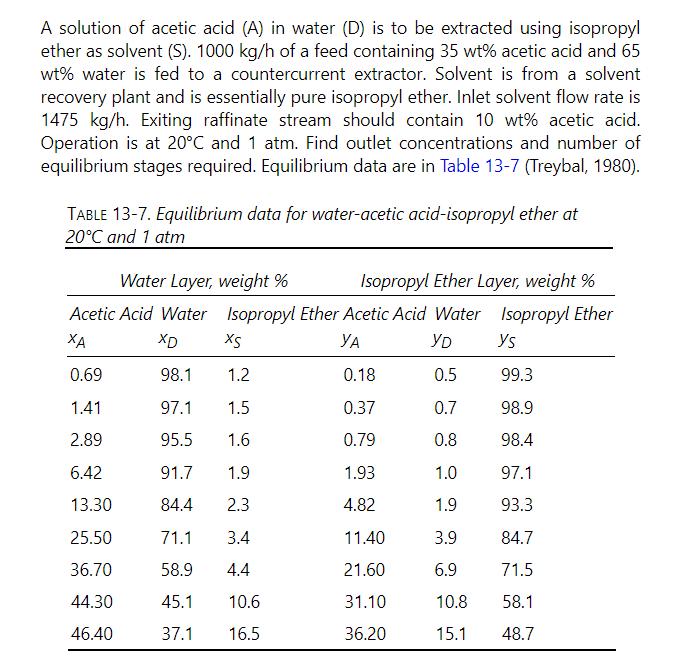
Acetic acid is extracted from water with isopropyl ether at \(20^{\circ} \mathrm{C}\) and 1 \(\mathrm{atm}\) pressure in a column with three equilibrium stages. Equilibrium data are in Table 13-7. Entering feed rate is \(1000 \mathrm{~kg} / \mathrm{h}\), and feed is 40 \(\mathrm{wt} \%\) acetic
A liquid feed that is \(48 \mathrm{wt} \% \mathrm{~m}\)-xylene and \(52 \mathrm{wt} \%\) o-xylene is separated in a fractional extractor (Figure \(13-5\) ) at \(25^{\circ} \mathrm{C}\) and \(101.3 \mathrm{kPa}\). Solvent 1 is \(\beta, \beta^{\prime}\)-thiodipropionitrile, and solvent 2 (diluent) is
\(500 \mathrm{~kg} / \mathrm{h}\) of a \(30 \mathrm{wt} \%\) pyridine, \(70 \mathrm{wt} \%\) water feed is extracted with \(300 \mathrm{~kg} / \mathrm{h}\) of pure chlorobenzene at \(1 \mathrm{~atm}\) and \(25^{\circ} \mathrm{C}\). Assume chlorobenzene and water are immiscible and solve with ratio
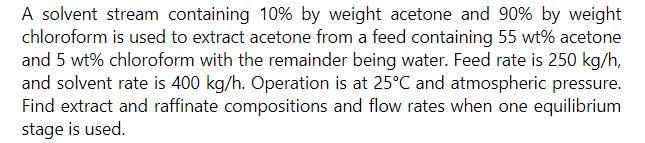
Repeat Example 13-5, but use a McCabe-Thiele diagram with mass ratio units.Example 13-5 A solvent stream containing 10% by weight acetone and 90% by weight chloroform is used to extract acetone from a feed containing 55 wt% acetone and 5 wt% chloroform with the remainder being water. Feed rate is
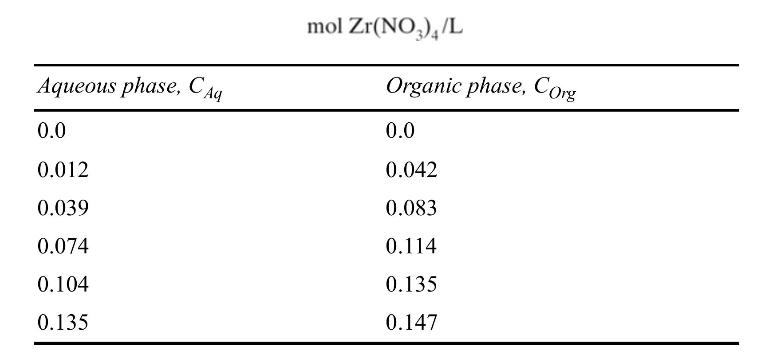
A \(60 \mathrm{vol} \%\) tributyl phosphate (TBP) in kerosene solvent extracts \(\mathrm{Zr}\left(\mathrm{NO}_{3}\right)_{4}\) from an aqueous solution. Entering solvent is recycled from a solvent recovery system and contains \(0.008 \mathrm{~mol} \mathrm{Zr}\left(\mathrm{NO}_{3}\right)_{4} /
Many extraction systems are partially miscible at high concentrations of solute but close to immiscible at low solute concentrations. At relatively low solute concentrations both McCabe-Thiele and triangular diagram analyses are applicable. Use chloroform to extract acetone from water. Equilibrium
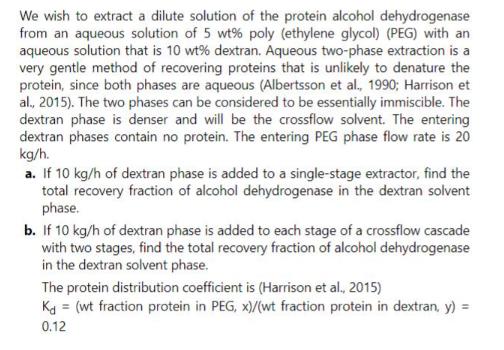
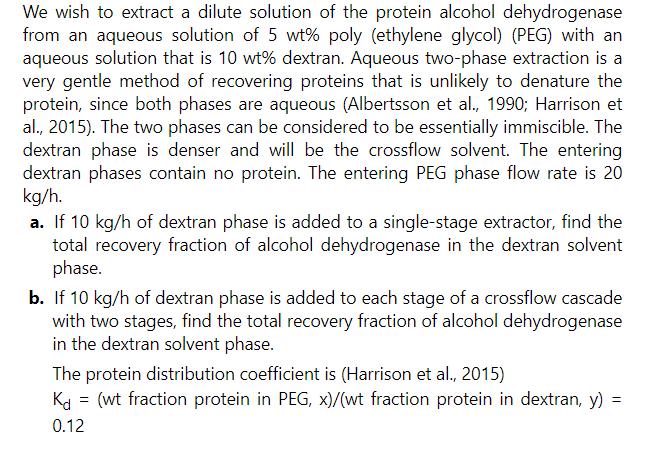
The aqueous two-phase system in Example 13-3 will be used in a batch extraction. \(7.5 \mathrm{~kg}\) of PEG solution contains protein at mass fraction \(\mathrm{x}_{\mathrm{F}}\). Use \(6.0 \mathrm{~kg}\) of pure dextran solution to extract the protein from the solution. Equilibrium data are in
We have \(100 \mathrm{~kg} / \mathrm{h}\) of a feed that is \(60 \mathrm{wt} \%\) methylcyclohexane (A) and \(40 \mathrm{wt} \% \mathrm{n}\)-heptane (D) and \(50 \mathrm{~kg} / \mathrm{h}\) of a feed that is \(20 \mathrm{wt} \%\) methylcyclohexane and \(80 \mathrm{wt} \% \mathrm{n}\)-heptane.
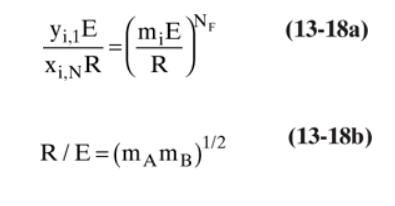
Derive Eq. (13-18b) starting with Eq. (13-18a). Yi,1E mi XiNR R () (13-18a) R/E=(mamg)1/2 (13-18b)
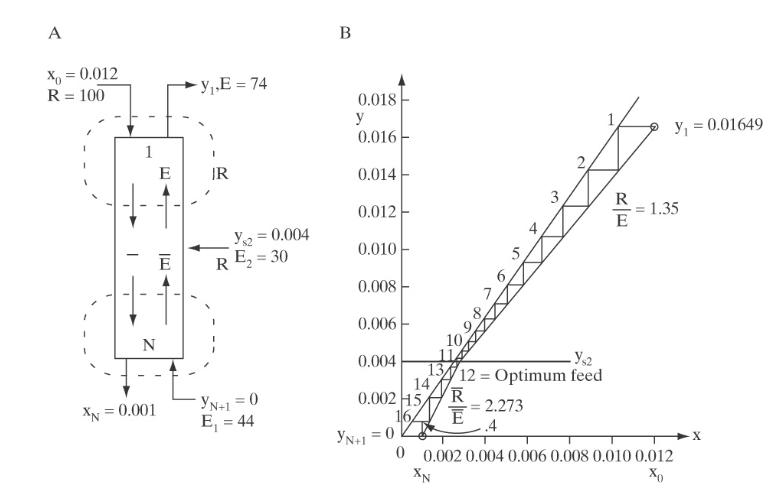
Single-stage systems \((\mathrm{N}=1)\) can be solved as countercurrent systems, Figure 13-4, or as crossflow systems, Figure 13-9. Develop the methods for both these designs. Which is easier? If the system is dilute, how can the Kremser equation be used?Figure 13-4 A X = 0.012 R = 100 1 B RE y =
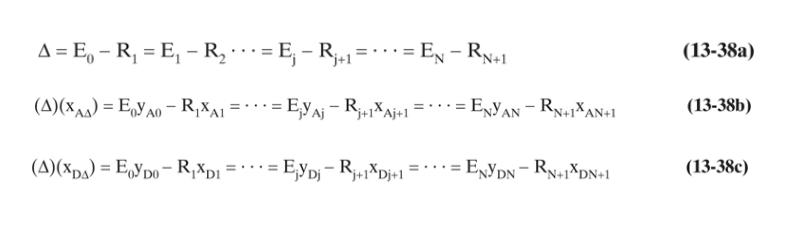
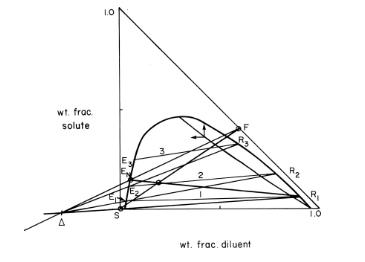
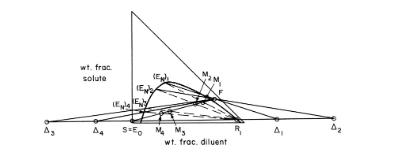
Define \(\Delta\) and the coordinates of \(\Delta\) from Eqs. (13-38) and (13-39). Prove that points \(\Delta, \mathrm{E}_{\mathrm{j}}\), and \(\mathrm{R}_{\mathrm{j}+1}\) (passing streams) lie on a straight line by developing Eq. (13-40).Equation 13-38Equation (13-39)Equation (13-40) - A E, R =E-R
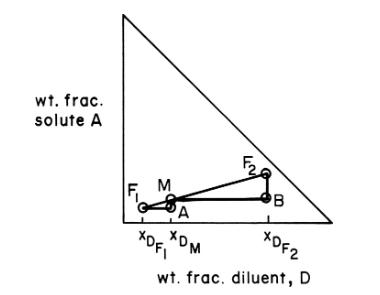
Prove that the locations of streams \(\mathrm{M}, \mathrm{F}_{1}\), and \(\mathrm{F}_{2}\) in Figure 13-17 lie on a straight line. wt. frac. solute A M A XDF, XDM F2 B XDF2 wt. frac. diluent, D
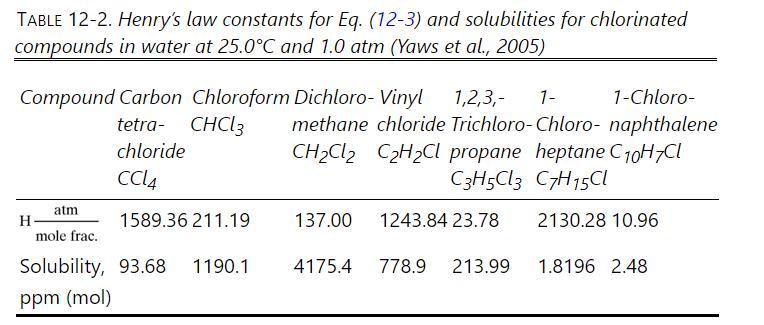
Solve Problem 12.D22 with a mass balance and the Kremser equation.Data From Problem 12.D22We are adsorbing dichloromethane from air into water at \(25^{\circ} \mathrm{C}\) and \(10.0 \mathrm{~atm}\). pressure in a countercurrent absorber. The inlet vapor flow rate is 150 \(\mathrm{mol} /
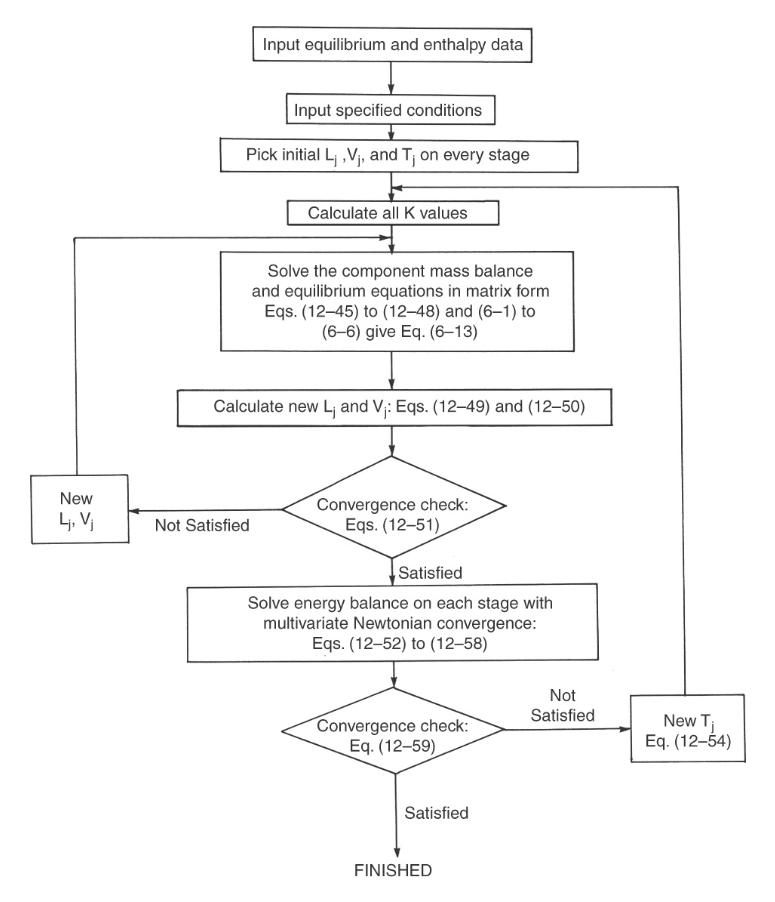
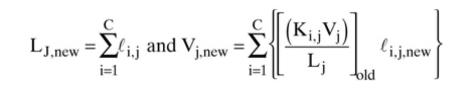
This problem is long and involves many calculations because it is a hand calculation of the matrix method for nonisothermal absorption. Suggestion: Set up everything on a spreadsheet. It makes keeping the calculations procedure accurate and correcting numerical errors easier. An absorber with two
A laboratory steam stripper with 11 real stages is used to remove \(1000.0 \mathrm{ppm}\) (wt) nitrobenzene from an aqueous feed stream that enters at \(97.0^{\circ} \mathrm{C}\). Flow rate of liquid feed stream is \(\mathrm{L}_{\text {in }}=\mathrm{F}=1726 \mathrm{~g} / \mathrm{h}\). Entering
Laboratory tests are being made prior to design of an absorption column to absorb bromine \(\left(\mathrm{Br}_{2}\right)\) from air into water. Tests were made in a laboratory packed column that is \(0.1524 \mathrm{~m}\) in diameter, has \(1.524 \mathrm{~m}\) of packing, and is packed with saddles.
Climate change is very much in the news. Engineers need to be heavily involved to control climate change. One approach is to capture carbon dioxide and sequester it. Write a two to three page engineering analysis of the feasibility of using absorption to capture carbon dioxide. In your analysis
Feed gas is at \(1.0 \mathrm{~atm}\) and \(30.0^{\circ} \mathrm{C}\) and is \(90.0 \mathrm{~mol} \%\) air and \(10.0 \mathrm{~mol} \%\) ammonia. Flow rate is \(200.0 \mathrm{kmol} / \mathrm{h}\). Ammonia is absorbed at \(1.0 \mathrm{~atm}\) using water at \(25.0^{\circ} \mathrm{C}\) as solvent. We
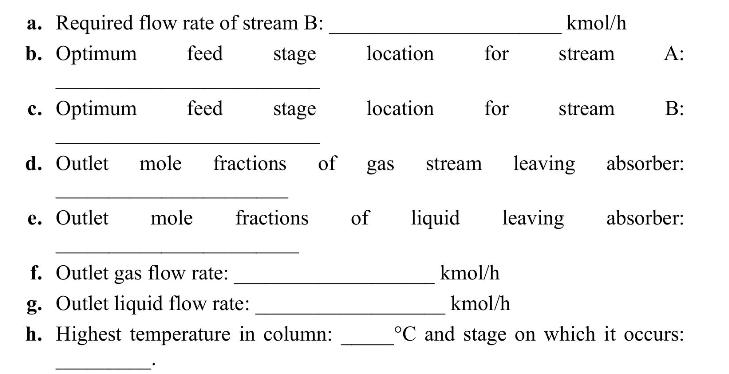
We wish to absorb two gas streams in an absorber. The main gas stream (stream A) is at \(15.0^{\circ} \mathrm{C}, 2.5 \mathrm{~atm}\), and has a flow rate of \(100.0 \mathrm{kmol} / \mathrm{h}\). Stream A is \(90.0 \mathrm{~mol} \%\) methane, \(6.0 \mathrm{~mol} \% \mathrm{n}\)-butane, and \(4.0
a. \(200.0 \mathrm{kmol} / \mathrm{h}\) of a liquid feed that is \(10.0 \mathrm{~mol} \%\) isopropyl alcohol and 90.0 \(\mathrm{mol} \%\) water is stripped in a column with five equilibrium stages. Stripping gas is pure nitrogen. Column pressure can be varied between 1.0 and \(5.0 \mathrm{~atm}\)
We wish to absorb n-butane and n-pentane from a gas stream that is at \(25.0^{\circ} \mathrm{C}\) and \(1.0 \mathrm{~atm}\) and has a flow rate of \(100.0 \mathrm{kmol} / \mathrm{h}\). Feed is \(90.0 \mathrm{~mol} \%\) methane, \(4.0 \mathrm{~mol} \% \mathrm{n}\)-butane, and \(6.0 \mathrm{~mol} \%
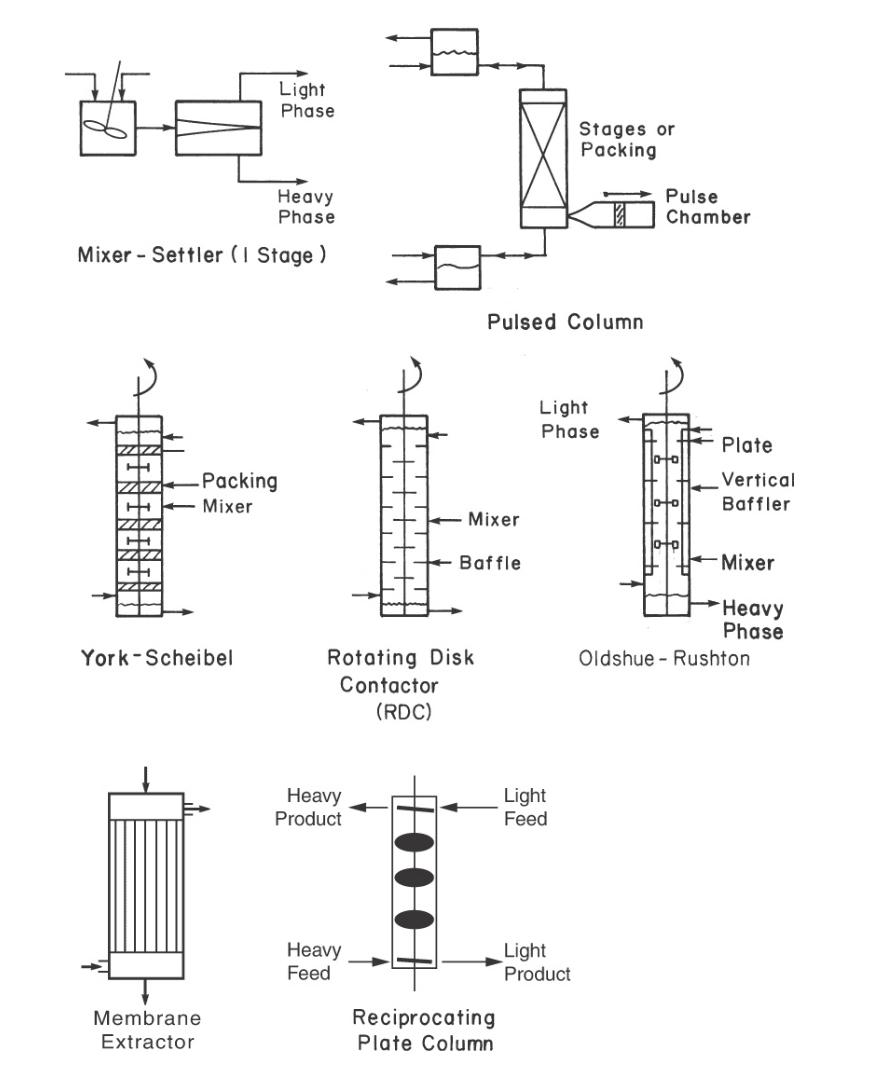
What is the designer trying to do in the extraction equipment shown in Figure 13-2 and listed in Table 13-1? Why are there so many types of extraction equipment and only two major types of equipment for vaporliquid contact?Figure 13-2 Light Phase Stages or Packing Pulse Chamber Heavy Phase Mixer
Write your key relations chart for this chapter.
For Figure 13-24, suppose the raffinate concentration had to be obtained with exactly two equilibrium stages. This can be accomplished by changing amount of solvent used. Would we want to increase or decrease amount of solvent? Explain the effect this change will have on \(\mathrm{M},
Extractors are analogous to strippers and absorbers; however, we ignore heat effects for concentrated extractors and assume they are isothermal, but concentrated absorbers and strippers typically have large \(\Delta \mathrm{H}\) effects that cause large changes in temperature. Explain the
If extract and raffinate phases are totally immiscible, triangular diagrams can still be used. Explain how and describe what equilibrium diagrams will look like.
Based on their solubility parameters, do you think the following are miscible in water, ethanol, or diethyl ether?a. Furfuralb. Phenolc. Toluened. Epichlorohydrin
What situation in analysis of countercurrent extraction on triangular diagrams is superficially analogous to total reflux in distillation? How does it differ?
Study Figure 13-28. Explain what happens as S/F increases. What happens to \(\mathrm{M}\) ? What happens to \(\mathrm{E}_{\mathrm{N}}\) ? What happens to \(\Delta\) ? How do you find \(\Delta_{\min }\) if it lies on the left-hand side? How do you find \(\Delta_{\min }\) if it lies on the right-hand
Distillation systems rarely need pilot plant testing before design, but "design of the extraction column almost always requires pilot plant testing to provide data for accurate scale-up and design of the commercial column" (Glatz and Cross, 2021, p. 22). Explain the differences.
If an extraction column and a distillation column have the same feed rates, the extraction column will have a smaller diameter than the distillation column. Explain why.
In fractional extraction, what happens to solute \(\mathrm{C}\) ifa. \(\left(\frac{\mathrm{K}_{\mathrm{d}, \mathrm{c}} \mathrm{E}}{\mathrm{R}}\right)_{\text {top }}>1\) and \(\left(\frac{\mathrm{K}_{\mathrm{d}, \mathrm{c}} \mathrm{E}}{\mathrm{R}}\right)_{\text {bottom }}
Sketch the two-stage countercurrent batch extraction process discussed in Section 13.6 after Eq. (13-27d).Equation (13-27d) Yfinal (FD,final /s,final) X final +(FS.initial Yinitial +FD.initial Xinitial)/Fs,final
How would you couple together crossflow and countercurrent cascades? What might be advantages of this arrangement?
The extract stream typically contains product (solute) dissolved in solvent. List as many ways as you can for recovering product and preparing solvent for recycle.
Showing 300 - 400
of 1819
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
Last
Step by Step Answers