New Semester
Started
Get
50% OFF
Study Help!
--h --m --s
Claim Now
Question Answers
Textbooks
Find textbooks, questions and answers
Oops, something went wrong!
Change your search query and then try again
S
Books
FREE
Study Help
Expert Questions
Accounting
General Management
Mathematics
Finance
Organizational Behaviour
Law
Physics
Operating System
Management Leadership
Sociology
Programming
Marketing
Database
Computer Network
Economics
Textbooks Solutions
Accounting
Managerial Accounting
Management Leadership
Cost Accounting
Statistics
Business Law
Corporate Finance
Finance
Economics
Auditing
Tutors
Online Tutors
Find a Tutor
Hire a Tutor
Become a Tutor
AI Tutor
AI Study Planner
NEW
Sell Books
Search
Search
Sign In
Register
study help
engineering
chemical engineering
Separation process principles 2nd Edition J. D. Seader - Solutions
An aqueous solution containing 10 mol% isopropanol is fed at its bubble point to the top of a continuous stripping column, operated at atmospheric pressure, to produce a vapor containing 40 mol% isopropanol. Two procedures are under consideration, both involving the same heat expenditure with V/F
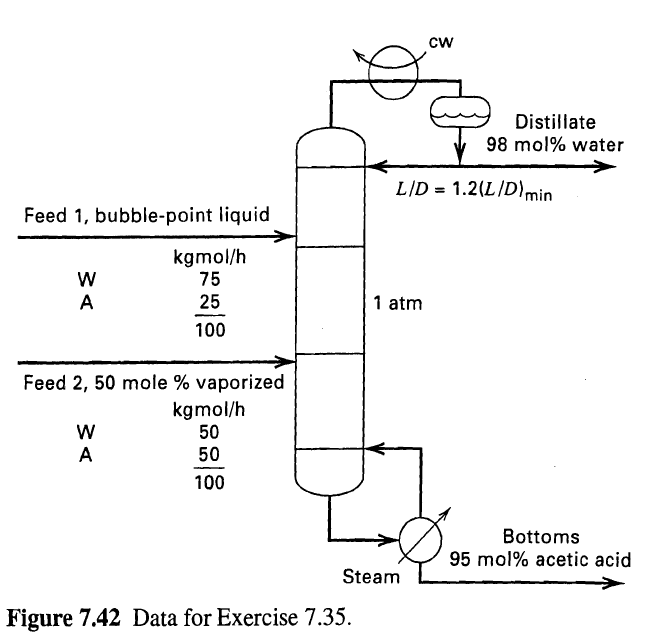
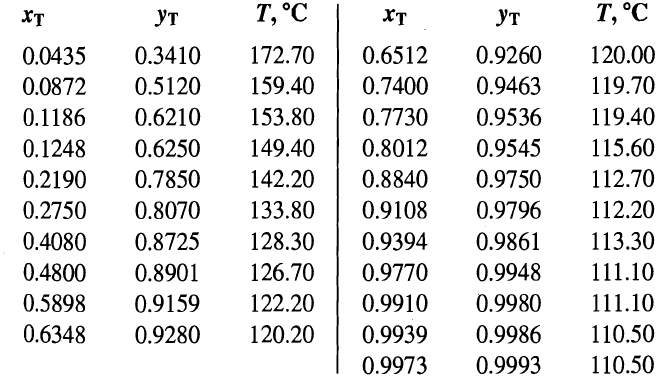
Determine the optimal-stage location for each feed and the number of theoretical stages required for the distillation separation shown in Figure 7.42 using the following equilibrium data in mole fractions.
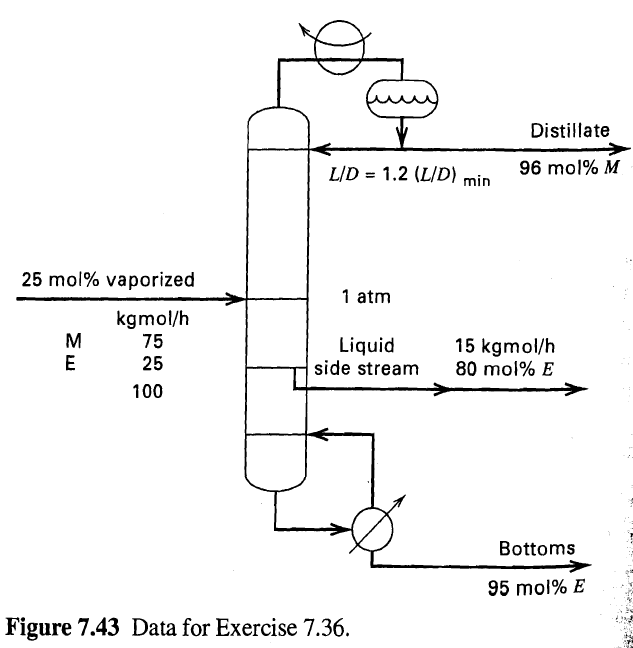
Determine the number of theoretical stages required and the optimal-stage locations for the feed and liquid side stream for the distillation process shown in Figure 7.43 assuming that methanol (M) and ethanol (E) form an ideal solution.
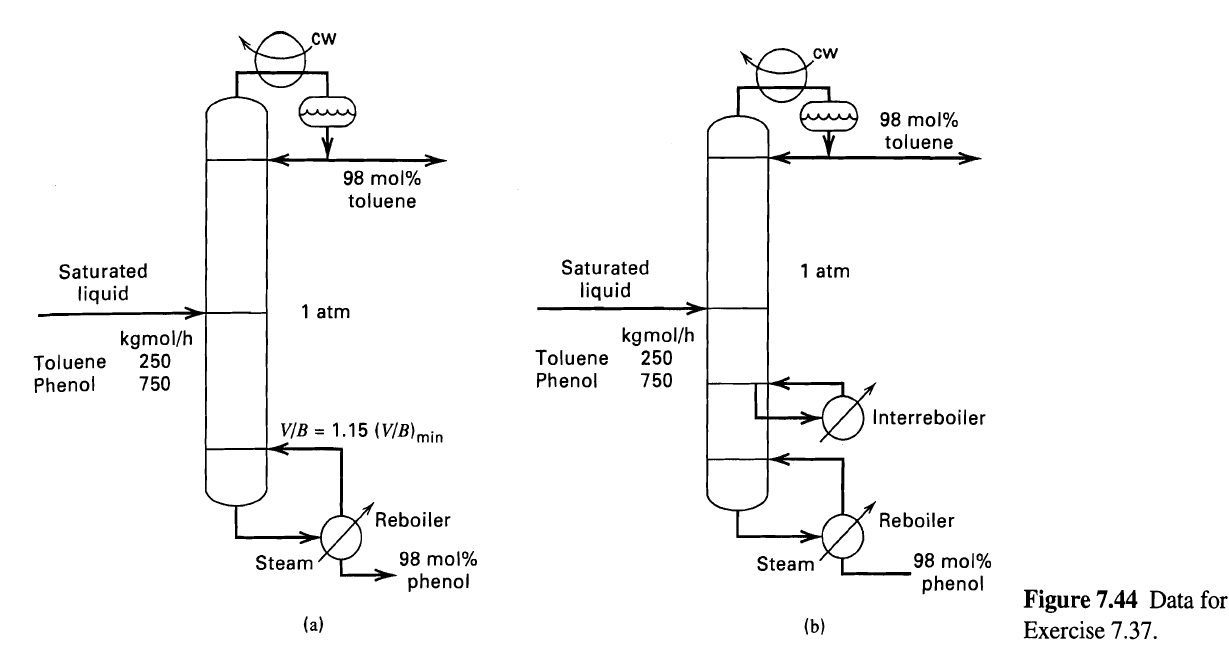
A mixture of n-heptane (H) and toluene (T) is separated by extractive distillation with phenol (P). Distillation is then used to recover the phenol for recycle as shown in Figure 7.44a, where the small amount of n-heptane in the feed is ignored. For the conditions shown in Figure 7.44a, determine
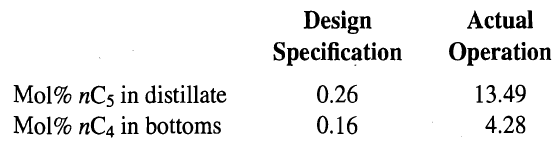
A distillation column for the separation of n-butane from n-pentane was recently put into operation in a petroleum refinery. Apparently, an error was made in the design because the column fails to make the desired separation as shown in the following tableIn order to correct the situation, it is
In the production of chlorobenzenes by chlorination of benzene, two close-boiling isomers, para-dichlorobenzene (P) and ortho-dichlorobenzene (O), are separated by distillation. The feed to the column consists of 62 mol% of the para isomer and 38 mol% of the ortho isomer. Assume that the pressures
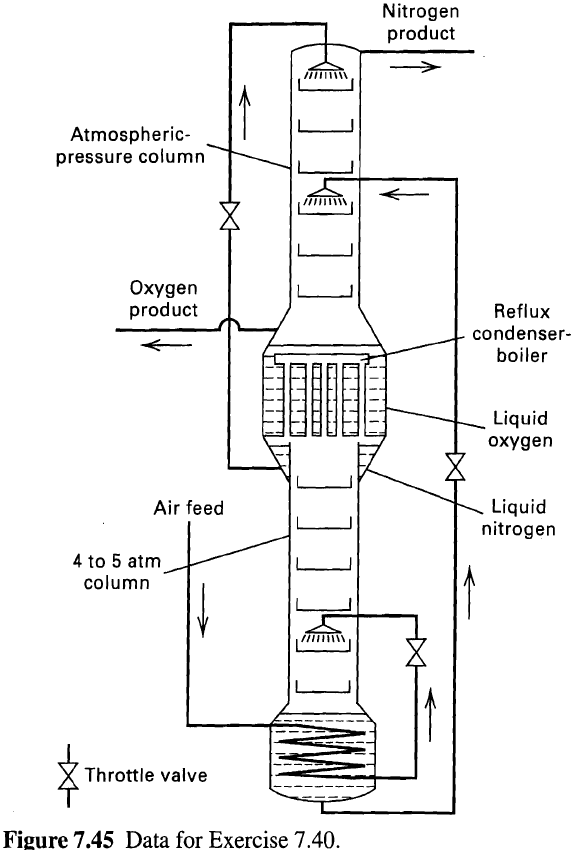
Relatively pure oxygen and nitrogen can be obtained by the distillation of air using the Linde double column, which, as shown in Figure, consists of a lower column operating at elevated pressure surmounted by an atmospheric-pressure column. The boiler of the upper column is at the same time the
The following performance data have been obtained for a distillation tower separating a 50/50 by weight percent mixture of methanol and water:Feed rate = 45,438 lb/h. Feed condition = bubble-point liquid at feed-tray pressure, Wt% methanol in distillate 95.04. and Wt% methanol in bottoms
For the conditions of Exercise 7.41, a laboratory Oldershaw column measures an average Murphree vapor-point efficiency of 65%. Estimate EMV and Eo.In Exercise 7.41The following performance data have been obtained for a distillation tower separating a 50/50 by weight percent mixture of methanol and
Conditions for the top tray of a distillation column are as shown in Figure 7.46. Determine the column diameter corresponding to 85% of flooding if a valve tray is used. Make whatever assumptions necessary
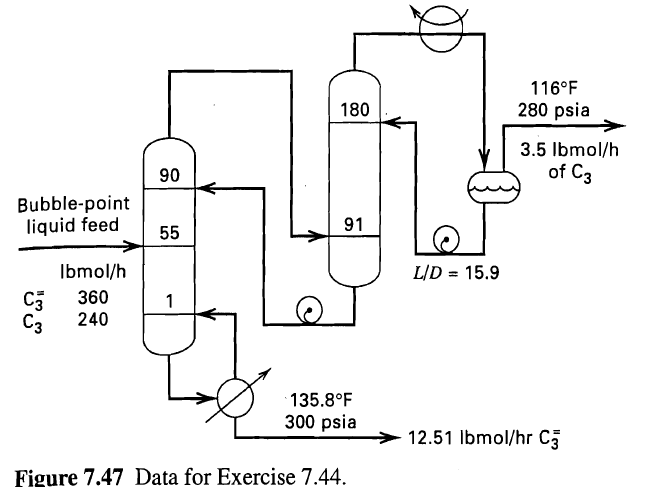
A separation of propylene from propane is achieved by distillation as shown in Figure, where two columns in series are used because a single column would be too tall. The tray numbers refer to ec1uilibrium stages. Determine the column diameters, tray efficiency using the O'Connell correlation,
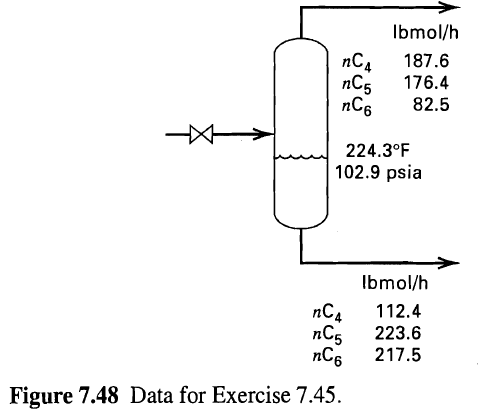
Determine the height and diameter of a vertical flash drum for the conditions shown in Figure 7.48.
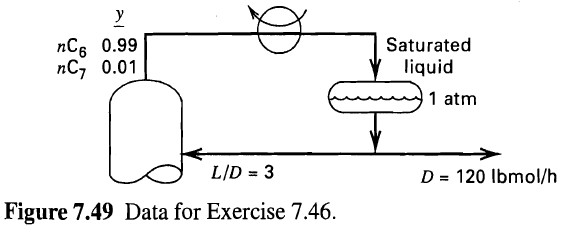
Determine the length and diameter of a horizontal reflux drum for the conditions shown inFigure.
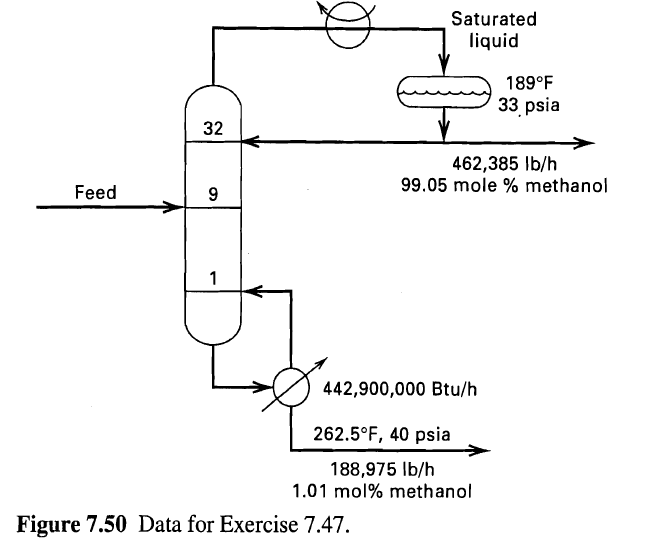
Results of design calculations for a methanol-water distillation operation are given in Figure 7.50.(a) Calculate the column diameter at the top tray and at the bottom tray for sieve trays. Should the column be swaged?(b) Calculate the length and diameter of' the horizontal refluxdrum
For the conditions given in Exercise 7.41, estimate for the top tray arid the bottom tray:(a) Percent of flooding,(b) Tray pres Weir sure drop in psi.(c) Whether weeping will occur.(d) Entrainment rate, and(e) Froth height in the downcomer.
If the feed rate to the tower of Exercise 7.41 is increased by 30% with all other conditions except for tower pressure drop remaining the same, estimate for the top and bottom trays:(a) Percent of flooding,(b) Tray pressure drop in psi,(c) Entrainment rate,(d) Froth height in the downcomer. Will
A mixture of benzene and dichloroethane is used to test the efficiency of a packed column that contains 10 ft of packing and operates adiabatically at atmospheric pressure. The liquid is charged to the reboiler, and the column is operated at total reflux until equilibrium is established. At
Consider a distillation column for separating ethanol from water at 1 atm. The following specifications are set: Feed: 10 mol% ethanol (bubble-point liquid) Bottoms: 1 mol% ethanol Distillate: 80 mol% ethanol (saturated liquid) Reilux ratio: 1.5 times the minimum Constant molar overflow may be
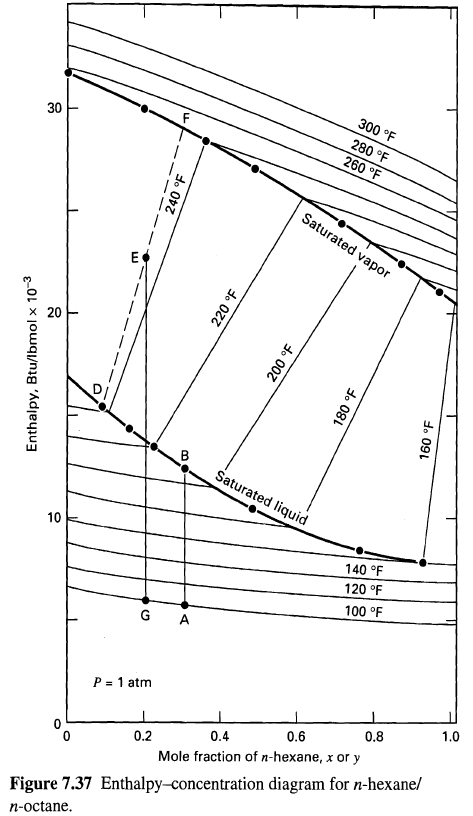
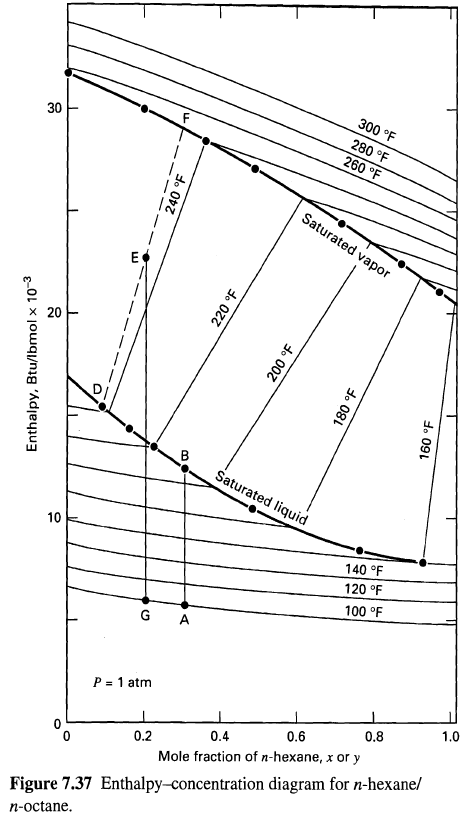
An enthalpy-concentration diagram is given in Figure for a mixture of n-hcxanc (H). and n-octane (0) at 101 kPa. Using this diagram, determine the following:(a) The mole-fraction composition of the vapor when a liquid containing 30 mol% H is heated from point A to the bubble-point temperature at
Using the enthalpy'concentration diagram of Figure, determine the following for a mixture of n-hexane (H) and n-octane (0) at I atm:(a) The temperature and compositions of equilibrium liquid and vapor resulting from adiabatic mixing of 950 lb/h of a mixture of 30 mol% H in O at l8oF with 1,125 Ib/h
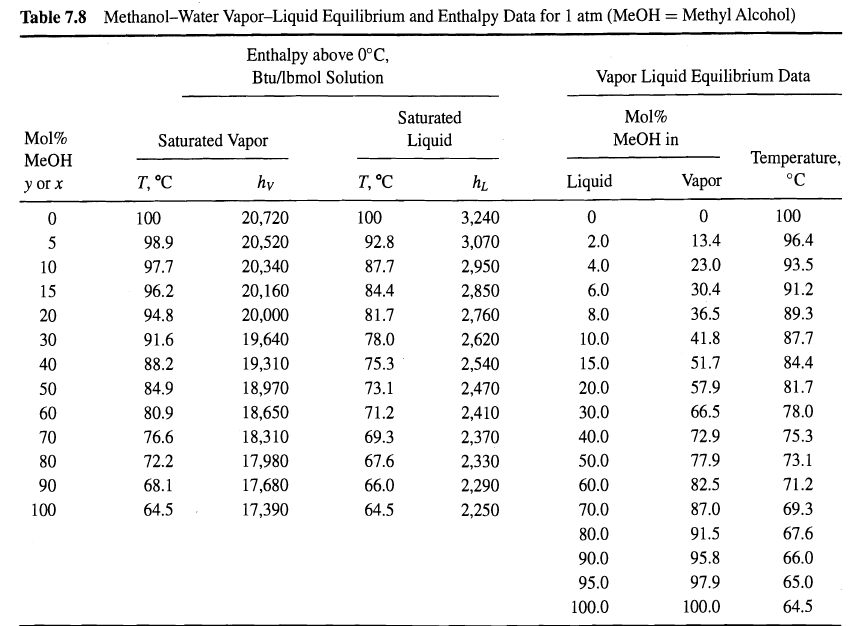
One hundred pound-moles per hour of a mixture of 60 mol% methanol in water at 30oC and 1 atm is to be separated by distillation at the same pressure into a liquid distillate containing 98 mol% methanol and a bottoms liquid product containing 96 mol% water. Enthalpy and equilibrium data for the
Explain why it is preferable to separate a dilute mixture of benzoic acid in water by liquid—liquid extraction rather than distillation.
Why is liquid—liquid extraction preferred over distillation for the separation of a mixture of formic acid and water?
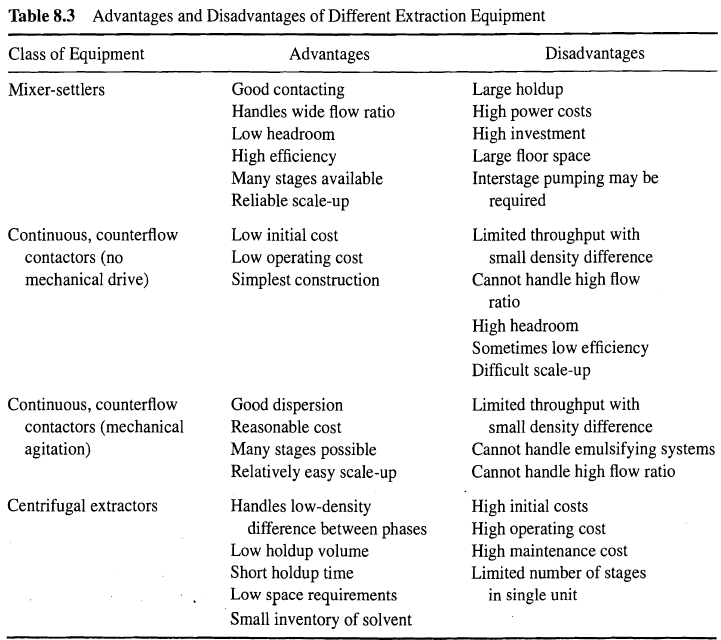
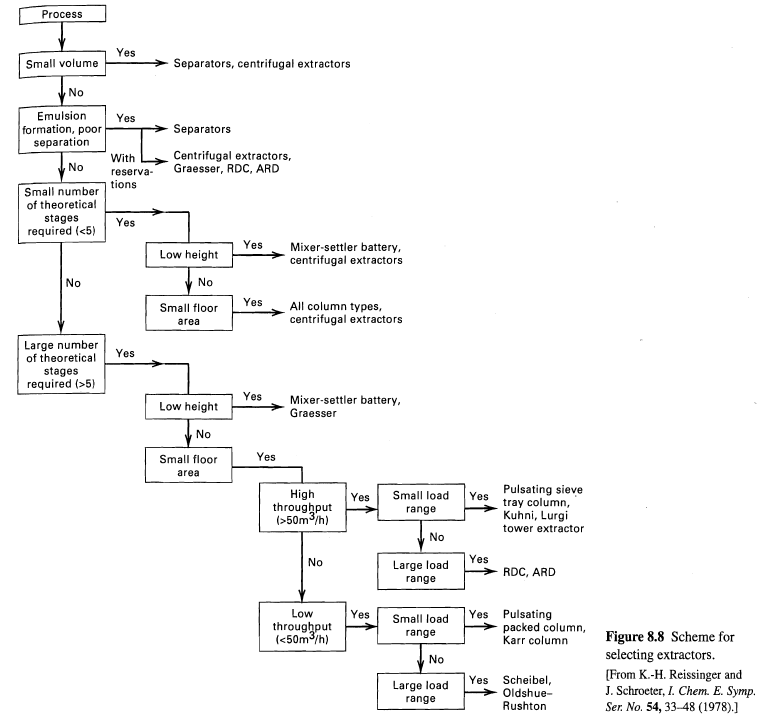
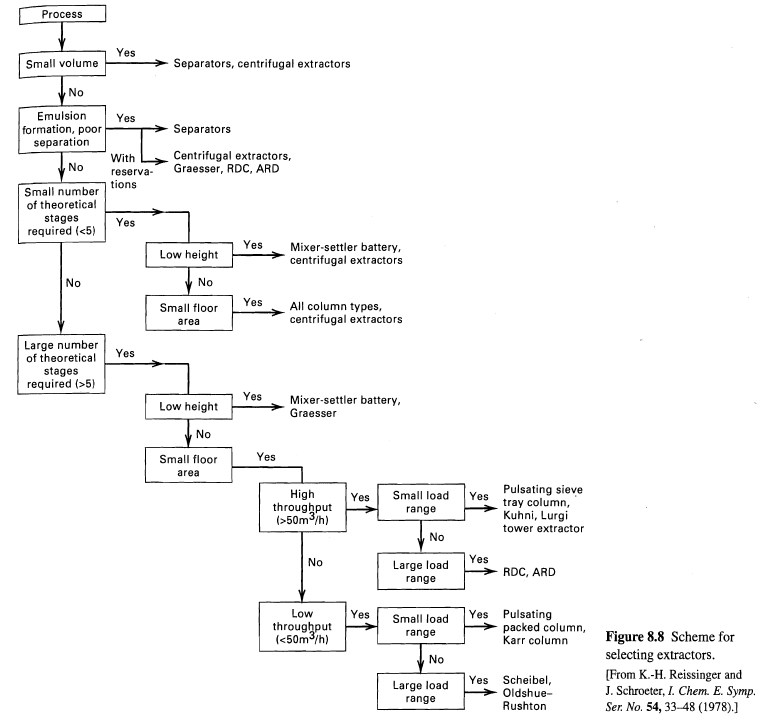
Based on the information in Table 8.3 and the selection scheme in Figure 8.8, is the choice of an RDC appropriate for the extraction of acetic acid from water by ethyl acetate in the process described in the introduction to this chapter and shown in Figure 8.1? What other types of extractors might
What is the major advantage of the ARD over the RDC? What is the disadvantage of the ARD compared to the RDC?
Under what conditions is a cascade of mixer-settler units probably the best choice of extraction equipment?
A petroleum reformate stream of 4,000 bbl/day is to be contacted with diethylene glycol to extract the aromatics from the paraflins. The ratio of solvent volume to refonnate volume is 5. It is estimated that eight theoretical stages will be needed. Using Tables 8.2 and 8.3, and Figure 8.8. which
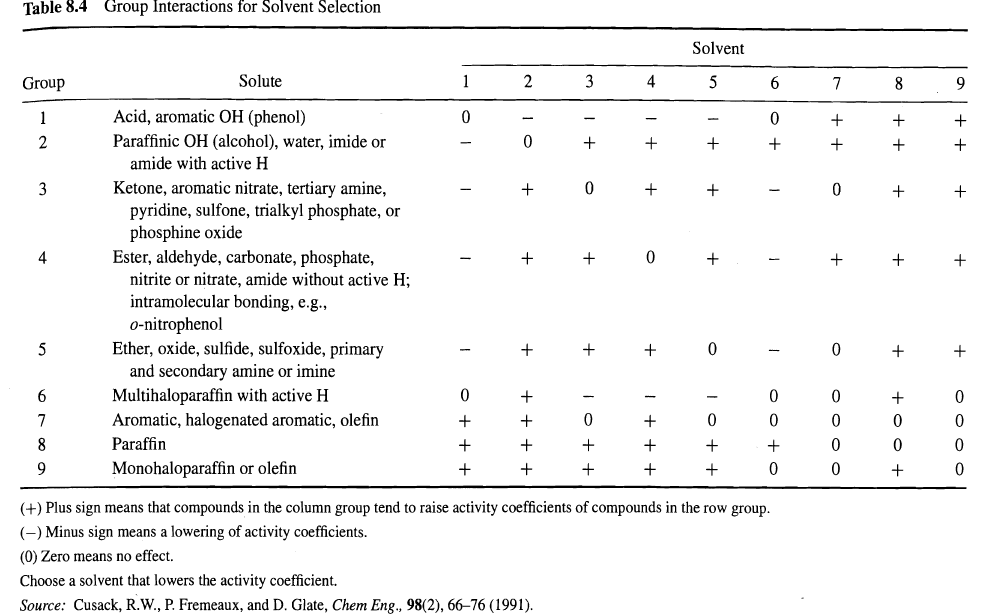
Using Table 8.4, select possible liquid ”liquid extraction solvents for separating the following mixtures:(a) Water”ethyl alcohol,(b) Water”aniline, and(c) Water”acetic acid. For each case, indicate clearly which of the two components should be the solute.
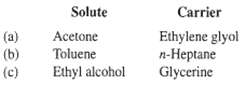
Using Table 8.4, select possible liquid?liquid extraction solvents for removing the solute from the carrier in the following cases:
For the extraction of acetic acid (A) from a dilute solution in water (C) into ethyl acetate (5) at 25°C, estimate or obtain date for (KA)D,, (KC)D, (KS)D. and βAC. Does this system exhibit:(a) High selectivity,(b) High solvent capacity and(c) Ease in recovering the solvent? Can you select a
lnterfacial tension can be an important factor in liquid— liquid extraction. Very low values of inierfacial tension result in stable emulsions that are difficult to separate, while very high values require large energy inputs to form the dispersed phase. It is best to measure the interfacial
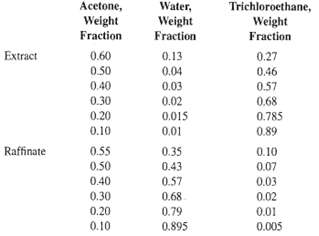
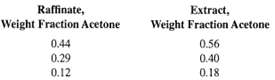
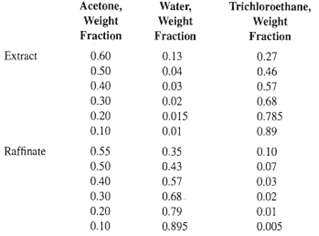
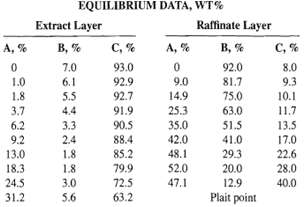
One thousand kilograms per hour of a 45 wt% acetone in- water solution is to be extracted at 25?C in a Continuous, countercurrent system with pure 1,1 ,2-trichloroethane to obtain a raffinate containing 10 wt% acetone. Using the following equilibrium data, determine with an equilateral-triangle
Solve Exercise 8.11 with a right-triangle diagram. In Exercise 8.11 One thousand kilograms per hour of a 45 wt% acetone in- water solution is to be extracted at 25?C in a Continuous, countercurrent system with pure 1,1 ,2-trichloroethane to obtain a raffinate containing 10 wt% acetone. Using the
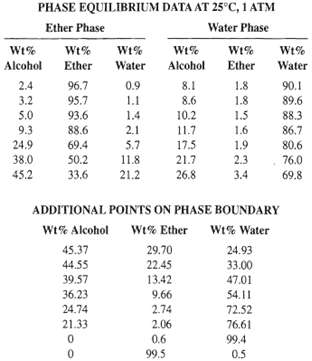
A distillate containing 45 wt% isopropyl alcohol, 50 wt% diisopropyl ether, and 5 wt% water is obtained from the heads column of an isopropyl alcohol finishing umt. The company desires to recover the ether from this stream by liquid ?liquid extraction in a column, with water, as the solvent,
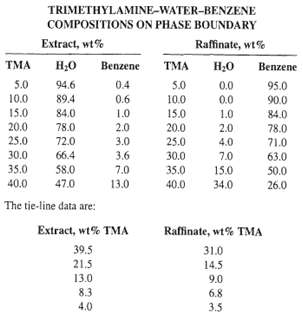
Benzene and trimethylamine (TMA) are to be separated in a three-stage liquid-liquid extraction column using water as the solvent. If the solvent-free extract and raffinate products are to contain, respectively, 70 and 3 wt% TMA, find the original feed composition and the water-to-feed ratio with a
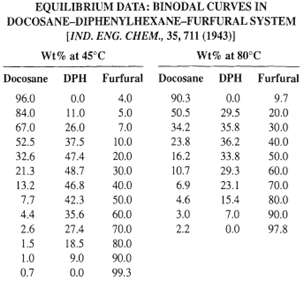
The system docosane-diphenylhexane (DPH)-furfural is representative of more complex systems encountered in the solvent refining of lubricating oil. Five hundred kilograms per hour of a 40 wt% mixture of DPH in docosane are to be continuously extracted in a counter current system with 500 kg/h of a
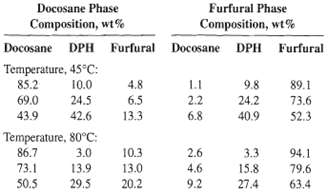
For each of the ternary systems shown in figure, indicate whether: (a) Simple, countercurrent extraction, or (b) Countercurrent extraction with extract reflux, or (c) Countercurrent extraction with raffinate reflux, or (d) Countercurrent extraction with both extract and raffinate reflux would be
Two solutions, feed F at the rate of 7,500 kg/h containing 50 wt% acetone and 50 wt% water, and feed F' at the rate of 7,500 kg/h containing 25 wt% acetone and 75 wt% water, are to be extracted in a countercurrent system with 5,000 kg/h of 1, 1, 2-trichloroethane at 25°C to give a raffinate
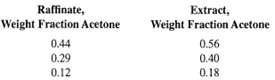
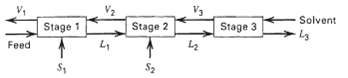
The three-stage extractor shown in Figure 8.44 is used to extract the arnine from a fluid consisting of 40 wt% benzene (B) and 60 wt% trimethylamine (T). The solvent (water) flow to stage 3 is 5,185 kg/h and the feed flow rate is 10,000 kg/h. On a solvent-free basis V1 is to contain 76 wt% T and L3
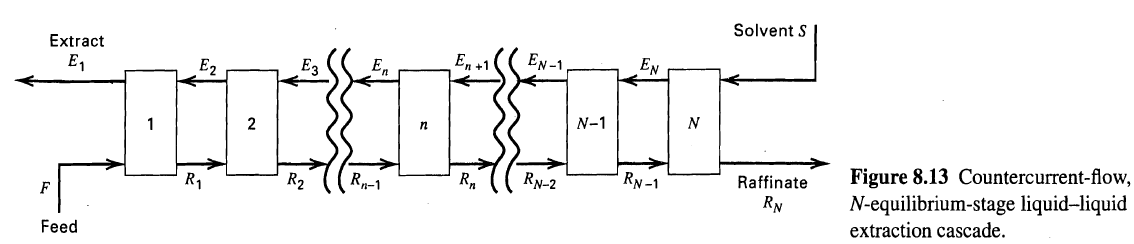
The extraction process shown Figure 8.45 is conducted in a multiple-feed, countercurrent unit without extract or raffinate reflux. Feed F' is composed of solvent and solute, and is an extractphase feed. Feed F" is composed of unextracted raffinate and solute and is a raffinate-phase feed. Derive
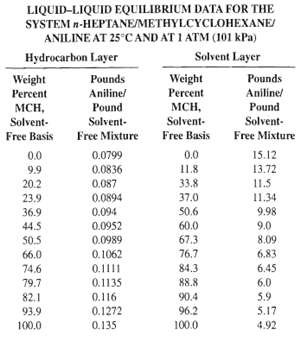
A mixture containing 50 wt% methylcyclohexane (MCH) in n-heptane is fed to a countercurrent, stage-type extractor at 25°C. Aniline is used as solvent. Reflux is used on both ends of the column. An extract containing 95 wt% MCH and a raffinate containing 5 wt% MCH (both on solvent-free basis) are
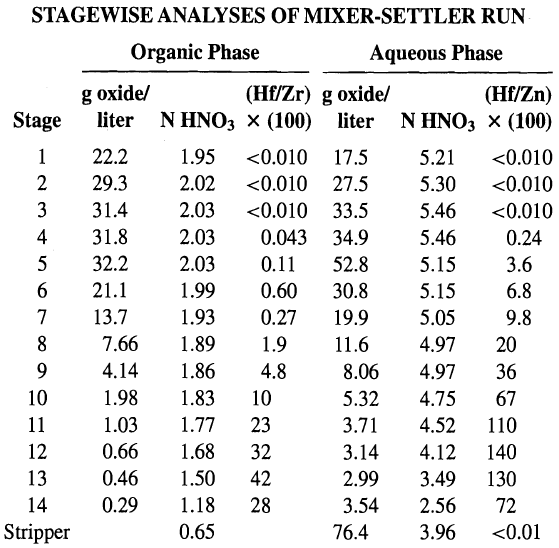
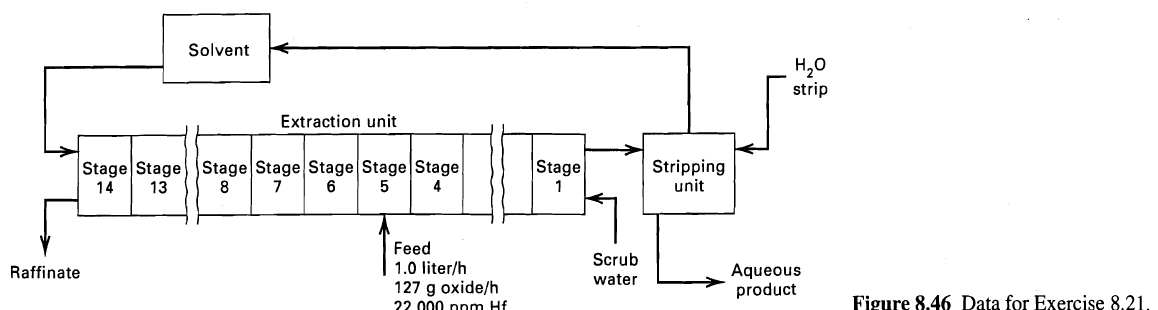
In its natural state, zirconium, which is an important material of construction for nuclear reactors, is associated with hafnium, which has an abnormally high neutron-absorption cross section and must be removed before the zirconium can be used. Refer to Figure 846 for a proposed liquid'liquid
At 45oC, 5,000 kg/h of a mixture of 65 wt% docosane, 7 wt% furfural, and 28 wt% diphenylhexane is to be extracted with pure furfural to obtain a raffinate with 12 wt% diphenylhexane in a continuous, countercurrent, multistage liquid-liquid extraction system. Phase-equilibrium data for this ternary
At 45oC, 1,000 kg/h of a mixture of 0.80 mass fraction docosane and 0.20 mass fraction diphenylhexane is to be extracted with pure furfural to remove some of the diphenylhexane from the feed. Phase-equilibrium data for this ternary system are given in Exercise 8.15. Determine:(a) The composition
A liquid mixture of 27 wt% acetone and 73 wt% water is to be separated at 25oC into a raffinate and extract by multistage, steady-state, countercurrent liquid-liquid extraction with a solvent of pure 1, 1, 2-trichloroethane. Phase equilibrium data are given in Exercise 8.11. Determine:(a) The
A feed mixture containing 50 wt% n-heptane and 50 wt% methylcyclohexane (MCH) is to be separated by liquid-liquid extraction into one product containing 92.5 wt% methylcyclohexane and another containing 7.5 wt% methylcyclohexane, both on a solvent-free basis. Aniline will be used as the solvent.
Two liquids, A and B, which have nearly identical boiling points, are to be separated by liquid-liquid extraction with solvent C. The following data represent the equilibrium between the two liquid phases at 95°C. Determine the minimum amount of reflux that must be returned from the extract
Solve Exercise 8.20 by the graphical method of Maloney and Schubert.In Exercise 8.20:A mixture containing 50 wt% methylcyclohexane (MCH) in n-heptane is fed to a countercurrent, stage-type extractor at 25°C. Aniline is used as solvent. Reflux is used on both ends of the column. An extract
Acetic acid is continuously extracted from a 3 wt% dilute solution in water with a solvent of isopropyl ether in a mixer-settler unit. The flow rates of the feed and solvent are 12,400 and 24,000 lb/k, respectively. Assuming a residence time of 1.5 min in the mixer and a settling vessel capacity of
A cascade of six mixer-settler units is available, each unit consisting of a 10-ft-diameter by 10-ft-high mixing vessel equipped with a 20-hp agitator, and a 10-ft-diameter by 40-ft-long settling vessel. If this cascade is used for the acetic acid extraction described in the introduction to this
Acetic acid is to be extracted from a dilute aqueous solution with isopropyl ether at 25oC in a countercurrent cascade of mixer-settler units. In one of the units, the following conditions apply:Interfacial tension =13.5 dyne/cm. If the raffinate is the dispersed phase and the mixer residence time
For the conditions of Exercise 8.30, estimate:(a) Sauter mean drop size,(b) Range of drop sizes, and(c) Interfacial area of the two-phase liquid-liquid emulsion.
For the conditions of Exercises 8.30 and 8.31, and the additional data given below, estimate:(a) The dispersed-phase mass-transfer coefficient,(b) The continuous-phase mass-transfer coefficient,(c) The Murphree dispersed-phase efficiency, and(d) The fraction of acetic acid extracted. Additional
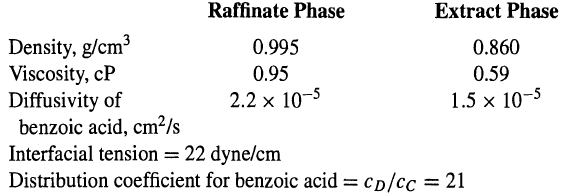
For the conditions and results of Example 8.4, involving the extraction of benzoic acid, from a dilute solution in water with toluene, determine the following when using a six-flat-blade turbine impeller in a closed vessel with baffles and with the extract phase dispersed, based on the physical
Estimate the diameter of an RDC column to extract acetic acid from water with isopropyl ether for the conditions and data of Exercises 8.28 and 8.30.
Estimate the diameter of a Karr column to extract benzoic acid from water with toluene for the conditions of Exercise 8.33.
Estimate the value of HETS for an RDC column operating under the conditions of Exercise 8.34.
Estimate the value of HETS for a Karr column operating under the conditions of Exercise 8.35
A mixture of propionic and n-butyric acids, which can be assumed to form ideal solutions, is to be separated by distillation into a distillate containing 95 mol% propionic acid and a bottoms product containing 98 mol% n-butyric acid. Determine the type of condenser to be used and estimate the
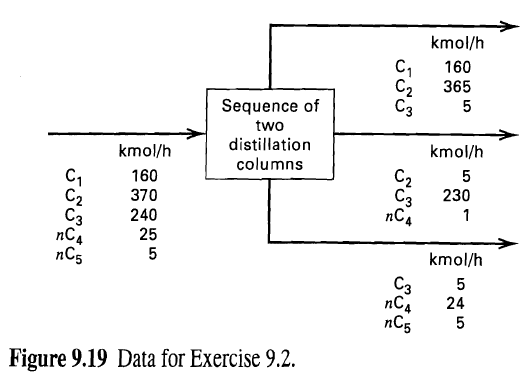
A sequence of two distillation columns is to be used to produce the products indicated in figure. Establish the type of condenser and an operating pressure for each column for:(a) The direct sequence (C2/C3 separation first) and(b) The indirect sequence (C3/nC4 separation first). Use K-values from
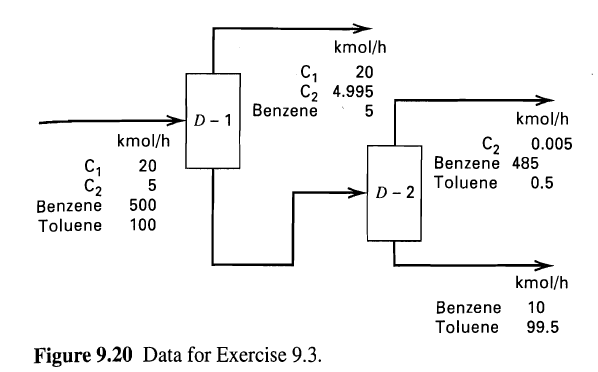
For each of the two distillation separations (D-1 and 0-2) indicated in Figure 9.20, establish the type of condenser and an operatingpressure.
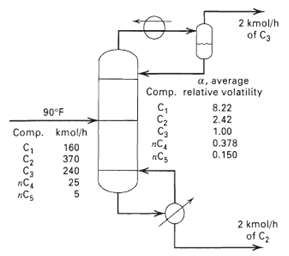
A deethanizer is to be designed for the separation indicated in figure. Estimate the number of equilibrium stages required, assuming it is equal to 2.5 times the minimum number of equilibrium stages at totalreflux.
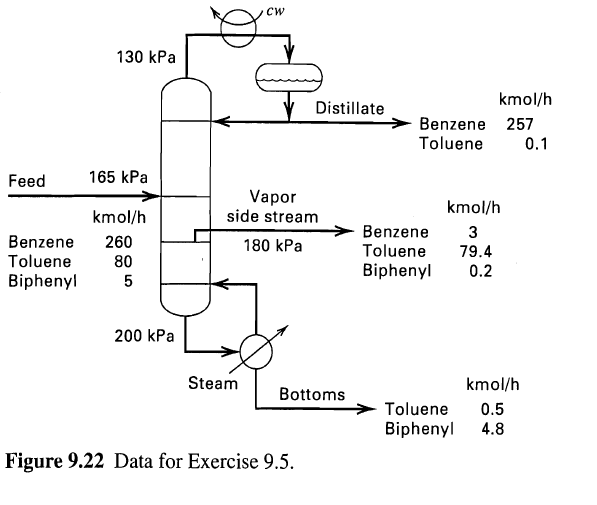
For the complex distillation operation shown in figure 9.22, use the Fenske equation to determine the minimum number of stages required between:(a) The distillate and feed,(b) The feed and the side stream, and(c) The side stream and bottoms. The K-values can be obtained from Raoult's law.
A 25 mol% mixture of acetone (A) in water (W) is to be separated by distillation at an average pressure of 130 kPa into a distillate containing 95 mol% acetone and a bottoms containing 2 mol% acetone. The infinite-dilution activity coefficients areCalculate by the Fenske equation the number of
For the distillation operation indicated in figure, calculate the minimum number of equilibrium stages and the distribution of the nonkey components by the Fenske equation,
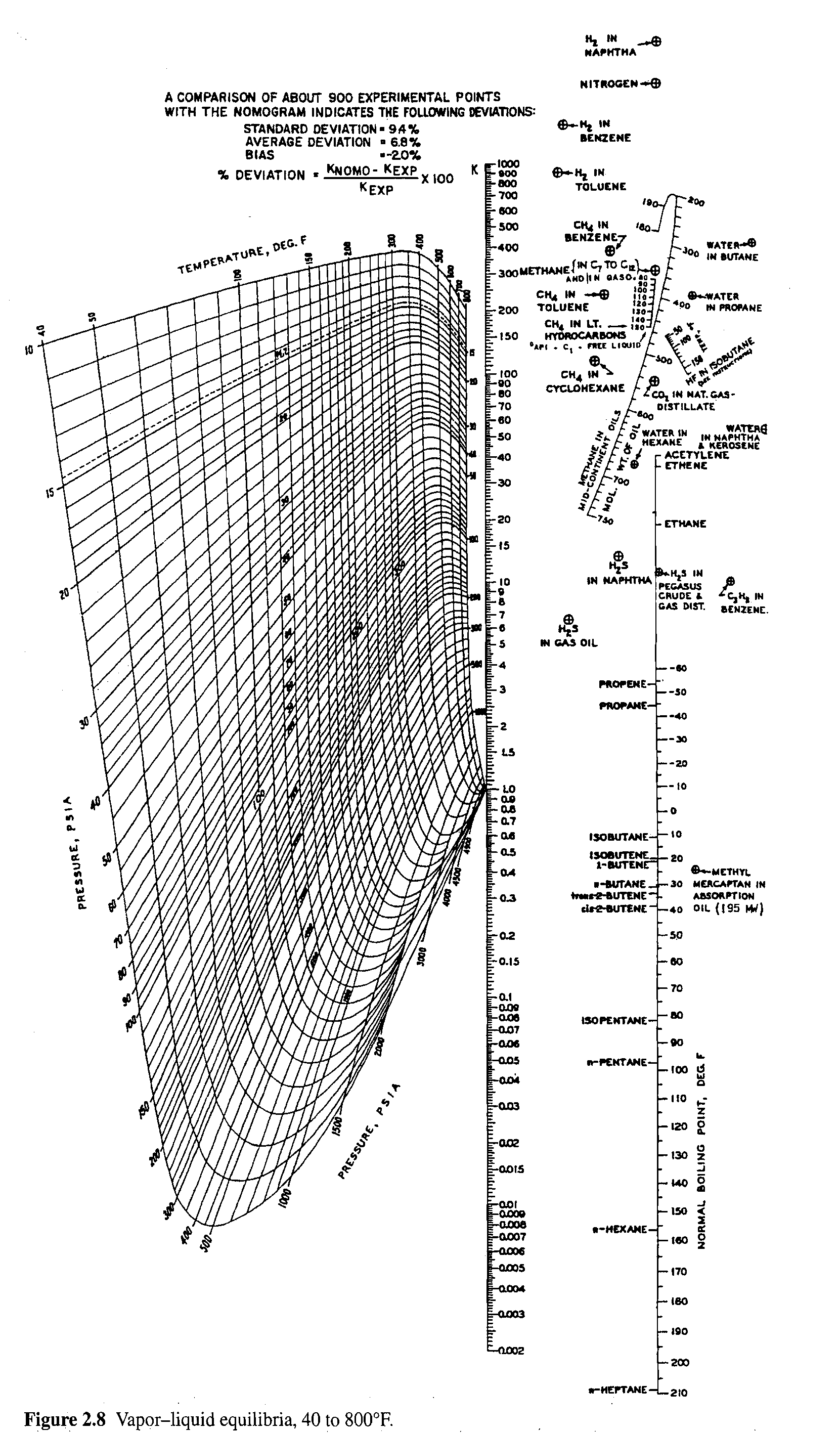
For the distillation operation shown in figure, establish the type of condenser and an operating pressure, calculate the minimum number of equilibrium stages, and estimate the distribution of the nonkey components. Obtain K-values from Figures 2.8 and 2.9.
For 15 minimum equilibrium stages at 250 psia, calculate and plot the percent recovery of C3 in the distillate as a function of distillate flow rate for the distillation of 1,000 lbmol/h of a feed containing 3% C2, 20% C3, 37% nC4, 35% nC5, and 5% nC6 by moles. Obtain K-values from figure.
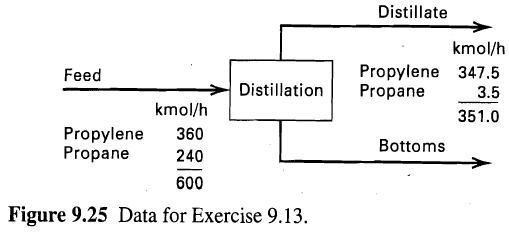
Use the Underwood equations to estimate the minimum external-reflux ratio for the separation by distillation of 30 mol% propane in propylene to obtain 99 mol% propylene and 98 mol% propane, if the feed condition at a column operating pressure of 300 psia is:(a) Bubble-point liquid,(b) Fifty mole
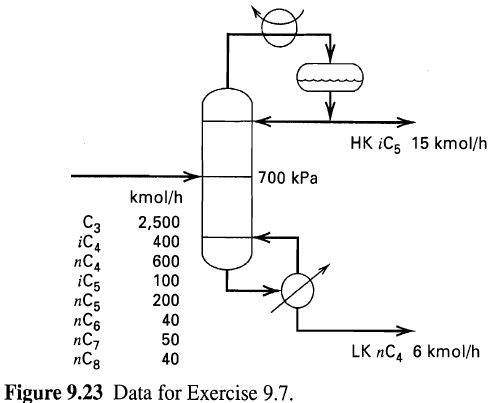
For the conditions of Exercise 9.7, compute the minimum external-reflux rate and the distribution of the nonkey components at minimum reflux by the Underwood equation if the feed is a bubble-point liquid at column pressure.
Calculate and plot the minimum-external-reflux ratio and the minimum number of equilibrium stages against percent product purity for the separation by distillation of an equimolar bubble-point liquid feed of isobutaneln-butane at 100 psia. The distillate is to have the same iC4 purity as the
Use the Fenske-Underwood-Gilliland shortcut method to determine the reflux ratio required to conduct the distillation operation indicated in figure if NI Nmin = 2.0, the average relative volatility = 1.11, and the feed is at the bubble-point temperature at column feed-stage pressure. Assume that
A feed consisting of 62 mol% para-dichlorobenzene in ortho-dichlorobenzene is to be separated by distillation at near atmospheric pressure into a distillate containing 98 mol% para isomer and bottoms containing 96 mol% ortho isomer. If a total condenser and partial reboiler are used, q = 0.9,
Explain why the Gilliland correlation can give erroneous results for cases where the ratio of rectifying to stripping stages is small.
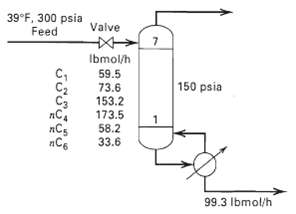
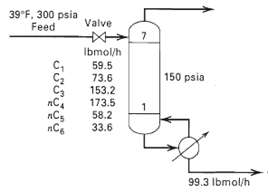
The hydrocarbon feed to a distillation column is a bubblepoint liquid at 300 psia with the mole fraction composition, C2 = 0.08, C3 = 0.15, nC4 = 0.20, nC5 = 0.27, nC6 = 0.20, and nC7 = 0.10. prefetch(a) For a sharp separation between nC4 and nC5, determine the column pressure and type of condenser
The following feed mixture is to be separated by ordinary distillation at 120 psia so as to obtain 92.5 mol% of the nC4 in the liquid distillate and 82.0 mol% of the iC5 in the bottoms.(a) Estimate the minimum number of equilibrium stages required by applying the Fenske equation. Obtain K-values
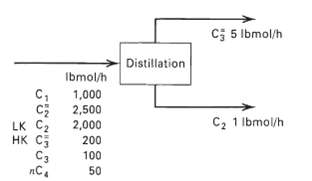
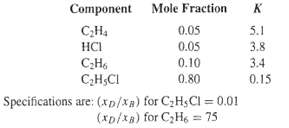
Consider the separation by distillation of a chlorination effluent to recover C2H5Cl. The feed is a bubble-point liquid at the column pressure of 240 psia with the following composition and K-values for the column conditions: Calculate the product distribution, the minimum theoretical stages, the
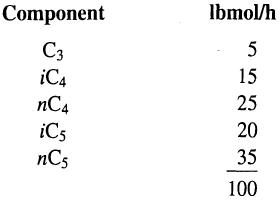
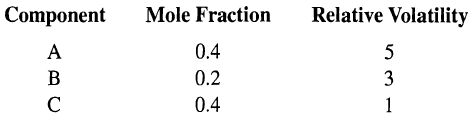
One hundred kilogram-moles per hour of a three-component bubble-point mixture to be separated by distillation has the following composition:(a) For a distillate rate of 60kmol/h, five theoretical stages, and total reflux, calculate the distillate and bottoms compositions by the Fenske equation.(b)
For the conditions of Exercise 9.6, determine the ratio of rectifying to stripping equilibrium stages by:(a) Fenske equation,(b) Kirkbride equation, and(c) McCabe—Thiele diagram. Discuss your results.
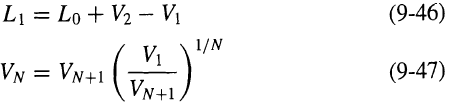
Starting with equations like (5-46) and (5-47), show that for two stages,
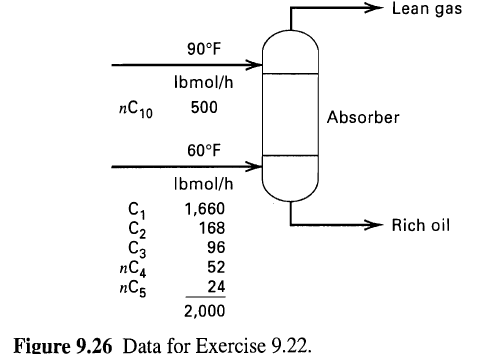
Determine by the Kremser group method the separation that can be achieved for the absorption operation indicated in figure for the following combinations of conditions:(a) Six equilibrium stages and 75-psia operating pressure,(b) Three equilibrium stages and 150-psia operating pressure, and(c) Six
One thousand kilogram-moles per hour of rich gas at 70°F with 25% C1, 15% C2, 25% C3, 20% nC4, and 15% nC5 by moles is to be absorbed by 500 kmol/k of nC10 at 90°F in an absorber operating at 4 atm. Calculate by the Kremser group method the percent absorption of each component for: (a) Four
For the flashing and stripping operation indicated in figure, determine by the Kremser group method the kilogram-moles per hour of steam if the stripper is operated at 2 atm and has five theoreticalstages.
A stripper operating at 50 psia with three equilibrium stages is used to strip 1,000 kmol/h of liquid at 250°F having the following molar composition: 0.03% C1, 0.22% C2, 1.82% C3, 4.47% nC4, 8.59% nC5, 84.87% nC10. The stripping agent is 100 kmol/h of superheated steam at 300°F and 50 psia. Use
One hundred kilogram-moles per hour of an equimolar mixture of benzene (B), toluene (T), n-hexane (C6), and n-heptane (C7) is to be extracted at 150°C by 300 kmol/h of diethylene glycol (DEG) in a countercurrent, liquid-liquid extractor having five equilibrium stages. Estimate the flow rates and
A reboiled stripper in a natural-gas plant is to be used to remove mainly propane and lighter components from the feed shown in figure. Determine by the group method the compositions of the vapor and liquid products.
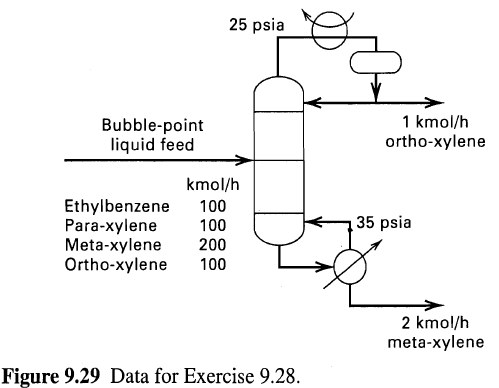
A mixture of ethylbenzene and xy lenes is to be distilled as shown in figure 9.29. Assuming the applicability of Raoult's and Dalton's laws:(a) Use the Fenske-Underwood-Gilliland method to estimate the number of stages required for a reflux-to-minimum reflux ratio of 1.10. Estimate the feed stage
Show mathematically that (10-6) is not independent of (l0-1), (l0-3), and(10-4).
Revise the MESH equations to account for entrainment, occlusion, and chemical reaction.
Revise the MESH equations (10-1) to (10-6) to allow for pumparounds of the type shown in Figure and Combine the equations to obtain modified M equations similar to (10.7). Can these equations still be partitioned in a series of C tridiagonal matrix equations?
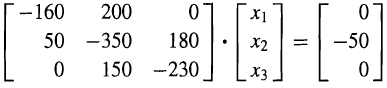
Use the Thomas algorithm to solve the following matrix equation for xI, x2, and x3.
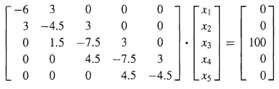
Use the Thomas algorithm to solve the following tridiagonal matrix equation for the xvector.
Wang and Henke [1] claim that their method of solving the tridiagonal matrix for the liquid-phase mole fractions does not involve subtraction of nearly equal quantities. Prove or disprove their statement.
Derive an equation similar to (10-7), but with vi, j = yi, jVj, as the variables instead of the liquid-phase mole fractions. Can the resulting equations still be partitioned into a series of C tridiagonal-matrixequations?
In a computer program for the Wang—Henke bubble-point method, 10,100 storage locations are wastefully set aside for the four indexed coefficients of the tridiagonal-matrix solution of the component material balances for a 100-stage distillation column. Aj xi, j–1 + Bjxi, j + Cjxi, j + 1 – Dj
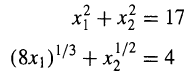
Solve by the Newton'Raphson method the simultaneous, nonlinear equationsfor x, and x2 to within f 0.001. As initial guesses, assume(a) x1 = 2, x2 = 5.(b) xl = 4, x2 = 5.(c) xl = 1, x2 = 1.(d) x1 = 8, x2 =1.
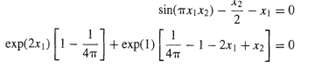
Solve by the Newton-Raphson method the simultaneous, nonlinear equationsfor x1 and x2 to within + 0.001. As initial guesses, assume(a) x1 = 0.4, x2 = 0.9.(b) x1 = 0.6, x2 = 0.9.(c) x1 = 1.0, x2 =1.0.
One thousand kilogram-moles per hour of a saturated liquid mixture of 60 mol% methanol, 20 mol% ethanol and 20 mol% n-propanol is fed to the middle stage of a distillation column having three equilibrium stages, a total condenser, a partial reboiler, and an operating pressure of 1 atm. The
Solve the following nine simultaneous linear equations, which have a block tridiagonal matrix structure, by the Thomasalgorithm.
Naphtali and Sandholm group the N(2C + 1) equations by stage. Instead, group the equations by type (i.e., enthalpy balances, component balances, and equilibrium relations). Using a three-component, three-stage example, show whether the resulting matrix structure is still block tridiagonal
Derivatives of properties are needed in the Naphtali-Sandholm SC method. For the Chao-Seader correlation, determine analytical derivativesfor
Showing 1300 - 1400
of 6778
First
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
Last
Step by Step Answers