New Semester
Started
Get
50% OFF
Study Help!
--h --m --s
Claim Now
Question Answers
Textbooks
Find textbooks, questions and answers
Oops, something went wrong!
Change your search query and then try again
S
Books
FREE
Study Help
Expert Questions
Accounting
General Management
Mathematics
Finance
Organizational Behaviour
Law
Physics
Operating System
Management Leadership
Sociology
Programming
Marketing
Database
Computer Network
Economics
Textbooks Solutions
Accounting
Managerial Accounting
Management Leadership
Cost Accounting
Statistics
Business Law
Corporate Finance
Finance
Economics
Auditing
Tutors
Online Tutors
Find a Tutor
Hire a Tutor
Become a Tutor
AI Tutor
AI Study Planner
NEW
Sell Books
Search
Search
Sign In
Register
study help
engineering
chemical engineering
Separation process principles 2nd Edition J. D. Seader - Solutions
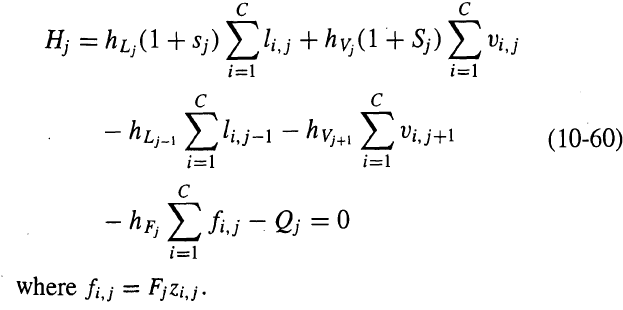
A rigorous partial NR method for multicomponent, multistage vapor-liquid separations can be devised that is midway between the complexity of the BP/SR methods on the one other and the NR methods on the other hand. The first major step in the procedure is to solve the modified M equations for the
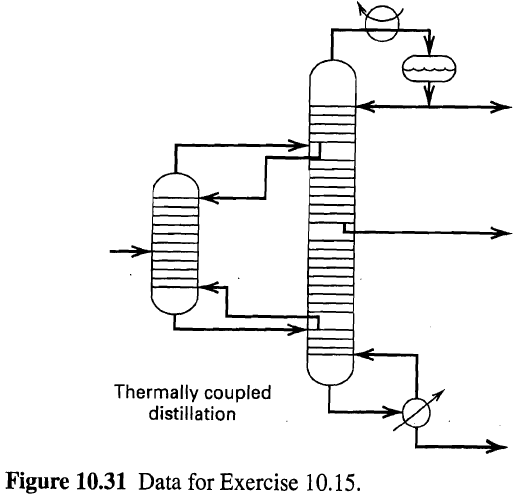
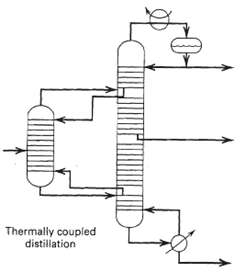
Revise equations (10-58) to (10-60) to allow two inter- linked columns of the type shown in Figure to be solved simultaneously by the NR method. Does the matrix equation that results from the Newton'Raphson procedure still have a block tridiagonalstructure?
In Equation (10-63) why is the variable order selected as v, T, l? What would be the consequence of changing the order to l, v, T? In Equation (10-64) why is the function order selected as E, M, H? What would be the consequence of changing the order to E, M, H.
Suggest in detail a method for determining the scalar multiplier, Sb, in (10-104).
Suggest in detail an error function, similar to (10-75), that could be used to determine convergence of the inner-loop calculations for the inside-out method.
Calculate product compositions, stage temperatures interstage vapor and liquid flow rates and compositions, reboiler duty, and condenser duty for the following distillation-column specificationsFeed (bubble-point liquid at 250 psia and 213.g?F):Column pressure = 250 psiaPartial condenser and
Determine the optimal feed stage location for Exercise 10.20.
Revise Exercise 10.20 so as to withdraw a vapor side stream at a rate of 37.0 lbmol/h from the fourth stage from the bottom.
Revise Exercise 10.20 so as to provide an intercondenser on the fourth stage from the top with a duty of 200,000 Btu/h and an interreboiler on the fourth stage from the bottom with a duty of 300,000 Btu/h.
Using the Peng-Robinson equations for thermodynamic properties, calculate the product compositions, stage temperatures, interstage vapor and liquid flow rates and compositions, reboiler duty, and condenser duty for the following multiple-feed distillation column, which has 30 equilibrium stages
Use the Chao-Seader or Grayson-Streed correlation for thermodynamic properties to calculate product compositions, stage temperatures, interstage flow rates and compositions, reboiler duty, and condenser duty for the distillation specifications in Figure.
Solve Exercise 10.11 using the UNIFAC method for Kvalues and obtain the converged solution.
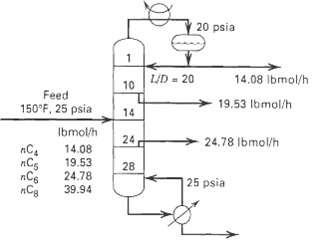
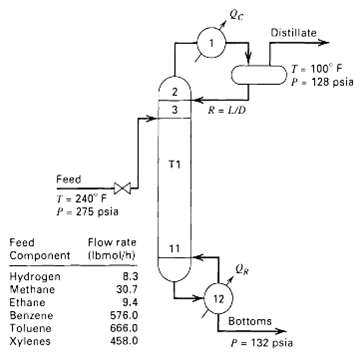
Calculate with the Peng-Robinson equations for thermodynamic properties, the product compositions, stage temperatures, interstage flow rates and compositions, reboiler duty, and condenser duty for the distillation specifications in Figure 10.33, which represent an attempt to obtain four nearly pure
Repeat Exercise 10.25, but substitute e following specifications for the specifications of vapor distillate rate and reflux rate:Recovery of nC4 in distillate = 98%Recovery of iC5 in bottoms = 98%If the calculations fail to converge, the number of stages may be less than the minimum value. If so,
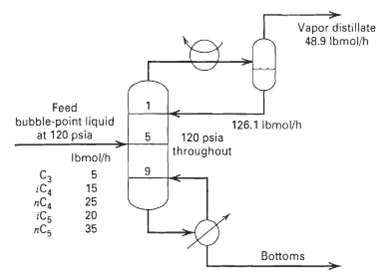
A saturated liquid feed at 125 psia contains 200 lbmol/h of 5 mol% iC4, 20 mol% nC4, 35 mol% iC5, and 40 mol% nC5. This feed is to be distilled at 125 psia with a column equipped with a total condenser and partial reboiler. The distillate is to contain 95% of the nC4 in the feed, and the bottoms is
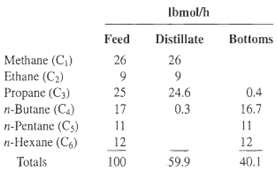
A depropanizer distillation column is designed to operate at an average total pressure of 315 psia for separating a feed into distillate and bottoms with the flow rates shown next: The thermal condition of the feed is such that it is 66 mol% vapor at tower pressure. Steam at 315 psia and cooling
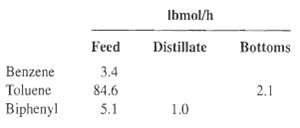
Toluene is to be separated from biphenyl by ordinary distillation. The specifications for the separation are as follows: Temperature = 264oF; Pressure = 37.1 psia for the feed Reflux ratio = 1.3 times minimum reflux with total condenser Top pressure = 36 psia; bottom pressure = 38.2 psia (a)
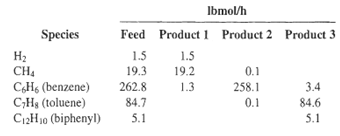
The following stream at 100°F and 480 psia is to be separated by two ordinary distillation columns into the indicated products.Two different distillation sequences are to be examined. In the first sequence, CH4 is removed in the first column. In the second sequence, toluene is removed in the
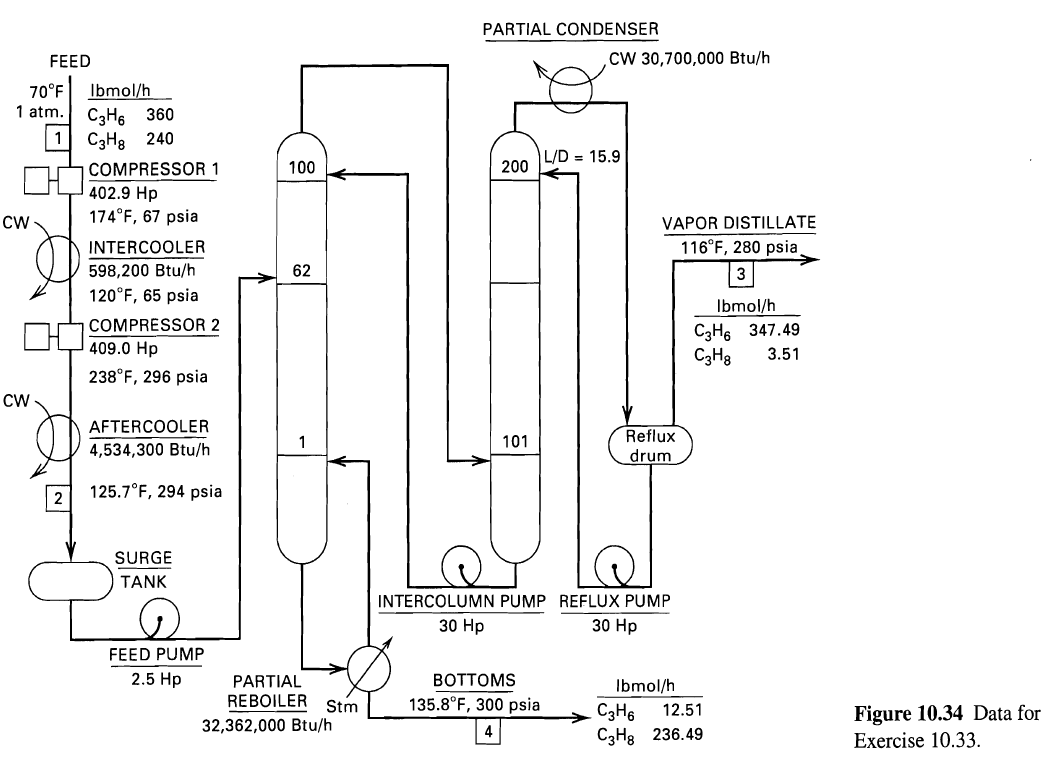
A process for the separation of a propylene-propane mixture to produce 99 mol% propylene and 95 mol% propane is shown in figure. Because of the high product purities and the low relative volatility, 200 stages may be required. Assuming a tray efficiency of 100% and tray spacing of 24 inches, this
So-called stabilizers are distillation columns that are often used in the petroleum industry to perform relatively easy separations between light components and considerably heavier components when one or two single-stage flashes are inadequate. An example of a stabilizer is shown in figure for the
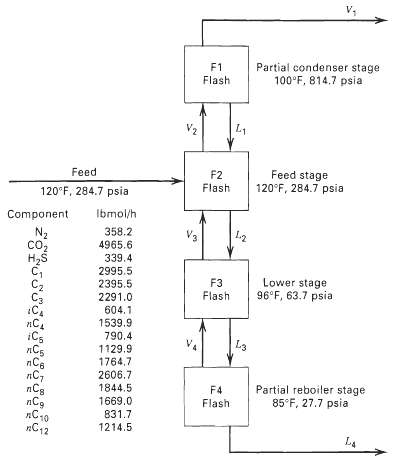
A multiple recycle-loop problem formulated by cavett1 and shown in Figure 10.36 has been used extensively to test tearing, sequencing, and convergence procedures. The flowsheet is the equivalent of a four-theoretical-stage, near-isothermal distillation (rather than the conventional near-isobaric
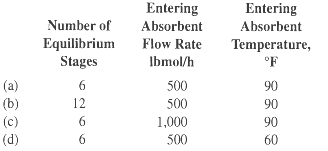
An absorber is to be designed for a pressure of 75 psia to handle 2,000 lbmol/h of gas at 60?F having the following composition.The absorbent is an oil, which can be treated as a pure component having a molecular weight of 161. Calculate product rates and compositions, stage temperatures, and
Calculate product rates and compositions, stage temperatures, and interstage vapor and liquid flow rates and compositions for an absorber having four equilibrium stages with the specifications in figure. Assume the oil isnC10.
In Example 10.4, temperatures of the gas and oil, as they pass through the absorber, increase substantially. This limits the extent of absorption. Repeat the calculations with a heat exchanger that removes 500,000 Btu/h from:(a) Stage 2.(b) Stage 3.(c) Stage4.(d) Stage 5.How effective is the
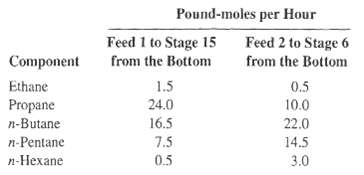
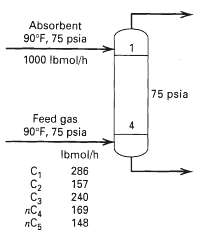
Calculate product rates and compositions, stage temperatures, and interstage vapor and liquid flow rates and compositions for the absorber shown inFigure.
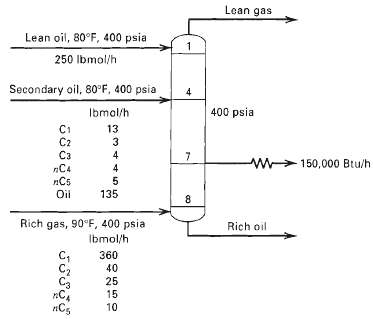
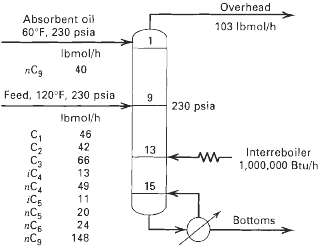
Determine product compositions, stage temperatures, interstage flow rates and compositions, and reboiler duty for the reboiled absorber shown in Figure 10.39. Repeat the calculations without the interreboiler and compare both sets of results. Is the interreboiler worthwhile? Should an intercooler
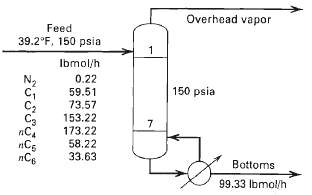
Calculate the product compositions, stage temperatures, interstage flow rates and compositions, and reboiler duty for the re-boiled stripper shown in Figure10.40.
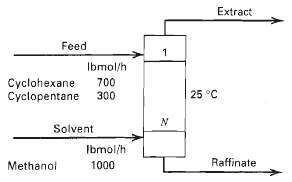
A mixture of cyclohexane and cyclopentane is to be separated by liquid-liquid extraction at 25oC with methanol. Phase equilibria for this system may be predicted by the NRTL or UNIQUAC equations. Calculate product rates and compositions and interstage flow rates and compositions for the conditions
The liquid-liquid extractor in figure operates at 100°F and a nominal pressure of 15 psia. For the feed and solvent flows shown, determine the number of equilibrium stages to extract 99.5% of the acetic acid, using the NRTL equation for activity coefficients. The NRTL constants may be taken as
For the ternary system, normal hexane-methanol-methyl acetate at 1 atm find, in suitable references, all the binary and ternary azeotropes, sketch an approximate residue-curve map on a right-triangular diagram, and indicate the distillation boundaries. Determine for each azeotrope and pure
For the same ternary system as in Exercise 11.1, use a process-simulation program with the UNIFAC equation to calculate a portion of a residue curve at 1 atm starting from a bubble-point liquid with a composition of 20 mol% normal hexane, 60 mol% methanol, and 20 mol% methyl acetate.
For the same conditions as Exercise 11.2, use a process-simulation program with the UNIFAC equation to calculate a portion of a distillation curve at 1 atm.
For the ternary system acetone, benzene, and n-heptane at 1 atm find, in suitable references, all the binary and ternary azeotropes, and sketch an approximate distillation-curve map on an equilateral-triangle diagram, and indicate the distillation boundaries. Determine for each azeotrope and pure
For the same ternary system as in Exercise 11.4, use a process-simulation program with the UNIFAC equation to calculate a portion of a residue curve at 1 atm starting from a bubble-point liquid with a composition of 20 mol% acetone, 60 mol% benzene, and 20 mol% n-heptane.
For the same conditions as Exercise 11.5, use a process-simulation program with the UNIFAC equation to calculate a portion of a distillation curve at 1 atm.
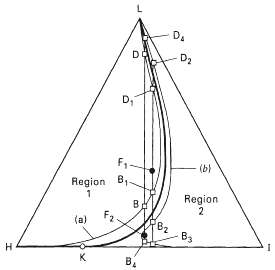
Develop the feasible product-composition regions for the system of figure, using FeedF1.
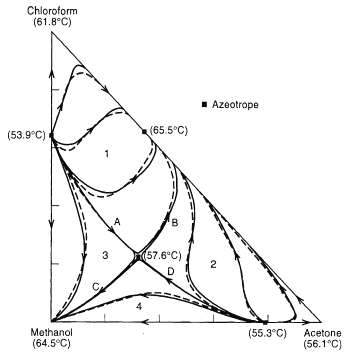
Develop the feasible product composition regions for the system of figure if the feed composition is 50 mol% chloroform, 25 mol% methanol, and 25 mol%acetone.
Repeat Example 11.3, but with ethanol as the solvent.
Repeat Example 11.3, but with MEK as the solvent.
Repeat Example 11.4, but with toluene as the solvent.
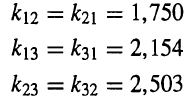
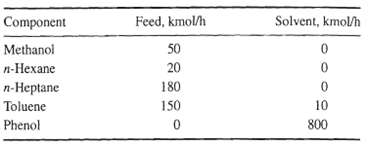
An equimolar mixture of n-heptane and toluene at 200°F, 20 psia, and a flow rate of 400 lbmol/h is to be separated by extractive distillation at 20 psia, using phenol at 220°F as the solvent, at a flow rate of 1200 lbmol/h. Design a suitable two-column system, obtaining reasonable product
Repeat Example 11.5, but with a feed of 100 molls of 55 mol% ethanol and 45 mol% benzene.
Determine the feasibility of separating 100 mol/s of a mixture of 20 mol% ethanol and 80mol% benzene by pressure-swing distillation. If feasible, design such a system.
Design a pressure-swing distillation system to produce 99.8 mol% ethanol for 100 molls of an aqueous feed containing 30 mol% ethanol.
In Example 11.6, a mixture of benzene and cyclohexane is separated in a separation sequence that begins with homogeneous azeotropic distillation using acetone as the entrainer. Can the same separation be achieved using methanol as the entrainer? If not, why not?
Devise a separation sequence to separate 100 molls of an equimolar mixture of toluene and 2, 5-dimethylhexane into nearly pure products. Include in the sequence a homogeneous azeotropic distillation column using methanol as the entrainer and determine a feasible design for that column.
A mixture of 55 wt% methyl acetate and 45 wt% methanol at a flow rate of 16,500 kg/h is to be separated into one product of 99.5 wt% methyl acetate and another product of 99 wt% methanol. It has been suggested that such a separation might be possible by using a sequence of one homogeneous
Design a three-column distillation sequence to separate 150 molls of an azeotropic mixture of ethanol and water at 1 atm into nearly pure ethanol and nearly pure water using heterogeneous azeotropic distillation with benzene as the entrainer.
Design a three-column distillation sequence to separate 120 mol/s of an azeotropic mixture of isopropanol and water at 1 atm into nearly pure isopropanol and nearly pure water using heterogeneous azeotropic distillation with benzene as the entrainer.
Design a two-column distillation sequence to separate 1,000 kmol/h of 20 mol% aqueous acetic acid into nearly pure acetic acid and nearly pure water. The first column should use heterogeneous azeotropic distillation with n-propyl acetate as the entrainer.
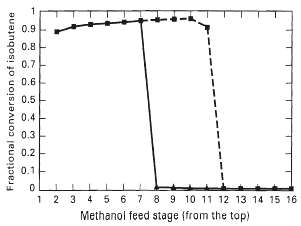
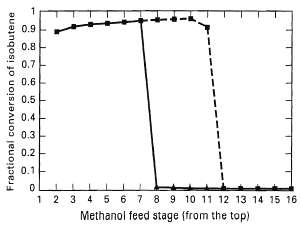
Repeat Example 11.9, with the entire range of methanol feed-stage locations. Compare your results for isobutene conversion with the values shown infigure.
Repeat Exercise 11.22, but with activities, instead of mole fractions, in the reaction rate expressions. How do the results differ? Explain.
Repeat Exercise 11.22, but with the assumption of chemical equilibrium on stages where catalyst is employed. How do the results differ from figure?Explain.
Repeat Example 11.10, but with 10 equilibrium stages instead of 5. What is the effect of this change?
An important application of supercritical extraction is the removal of solutes from particles of porous natural materials. Such applications include the extraction of caffeine from coffee beans and the extraction of ginger oil from ginger root. When CO2 is used as the solvent, the rate of
Cygnarowicz and Seider [Biotechnol. Prog., 6, 82-91 (1990)] present a process design for the supercritical extraction of β-carotene from water with carbon dioxide using the GC-EOS method of Skjold-Jorgensen to estimate phase equilibria. Repeat the calculations for the conditions of their
Cygnarowicz and Seider [Ind. Eng. Chem. Res., 28, 1497-1503 (1989)] present a process design for the supercritical extraction of β-acetone from water with carbon dioxide using the GC-EOS method of Skjold-Jorgensen to estimate phase equilibria. Repeat the calculations for the conditions of
Modify the rate-based model of (12-4) to (12-18) to include entrainment and occlusion.
Modify the rate-based model of (12-4) to (12- 18) to include a chemical reaction in the liquid phase under conditions of:(a) Chemical equilibrium(b) Kinetic rate law.
Explain how the number of rate-based modeling equations can be reduced. Would this be worthwhile?
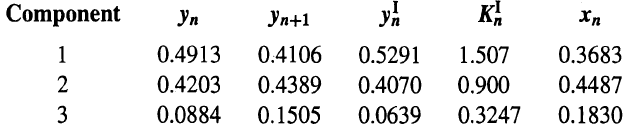
The following results were obtained at tray n from a rate based calculation at 14.7 psia, for a ternary mixture of acetone (1), methanol (2), and water (3) in a sieve-tray column assuming that both phases are perfectly mixed.The products of the computed gas-phase, binary mass-transfer coefficients
Write all the expanded equations (12-31) and (12-32) for RP for a five-component system.
Repeat the calculations of Example 12.1, but using 1 = methanol, 2 = water, and 3 = acetone. Are the results any different? If not, why not? Prove your conclusion mathematically.
Compare and discuss the advantages and disadvantages of the available correlations for estimating binary-pair mass-transfer coefficients for trayed columns.
Compare and discuss the advantages and disadvantages of the available correlations for estimating binary-pair mass-transfer coefficients for columns with random (dumped) and structured packings.
Discuss how the method of Fair, Null, and Bolles [32] might be used to model the flow patterns in a rate-based model. How would the mole-fraction driving forces be computed?
A bubble-point mixture of 100 kmol/h of methanol, 50 kmol/h of isopropanol, and 100 kmol/h of water at 1 atm is sent to the 25th tray from the top of a 40-sieve-tray column equipped with a total condenser and partial reboiler, operating at a nominal pressure of 1 atm. If the reflux ratio is 5 and
A sieve-tray column, operating at a nominal pressure of 1 atm, is used to separate a mixture of acetone and methanol by extractive distillation using water. The column has 40 trays with a total condenser and partial reboiler. The feed of 50 kmol/h of acetone and 150 kmol/h of methanol at 60°C and
Repeat Exercise 12.10, if a column packed with 2-in. stainless-steel Pall rings is used with 25 ft of rings above the feed and 15 ft below. Be sure to use a sufficient number of segments for the calculations.
Repeat Exercise 12.10, if a column with structured packing is used with 25 ft above the feed and 15 ft below. Be sure to use a sufficient number of segments.
Solve Exercise 12.10 for combinations of the following values of percent flooding, weir height, and hole area,respectively:
The upper column of an air-separation system, of the type discussed and shown in Exercise 7.40, contains 48 sieve trays and operates at a nominal pressure of 131.7kPa. A feed at 80 K and 13 1.7kPa enters the top plate at 1,349 lbmol with a composition of 97.868 mol% nitrogen, 0.365 mol% argon, and
The following bubble-point, organic-liquid mixture at 1.4 atm is distilled by extractive distillation with the following phenol-rich solvent at 1.4 atm and at the same temperature as the main feed:The column has 30 sieve trays, with a total condenser and a partial reboiler. The solvent enters the
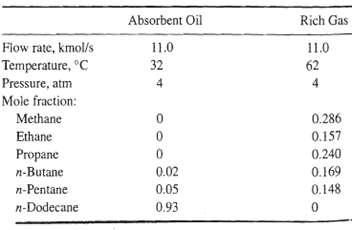
A bubble-cap tray absorber is designed to absorb 40% of the propane from a rich gas at 4 atm. The specifications for the entering rich gas and absorbent oil are as follows: (a) Determine the number of equilibrium stages required and the splits of all components. (b) Determine the actual number of
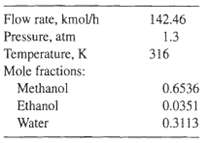
A ternary mixture of methanol, ethanol, and water is distilled in a sieve-tray column to obtain a distillate with not more than 0.01 mol% water. The feed to the column is as follows: For a distillate rate of 93.10 kmol/h, a reflux ratio of 1.2, a condenser outlet pressure of 1.0 atm, and a
Repeat Exercise 12.18 for a column packed with 2-in. stainless-steel Pall rings.
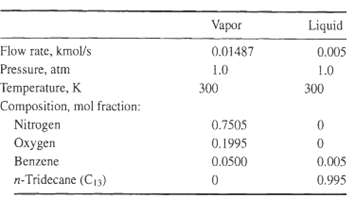
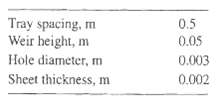
It is required to absorb 96% of the benzene from a gas stream with absorption oil in a sieve-tray column at a nominal pressure of 1 atm. The feed conditions are as follows:Tray geometry is as follows:Determine column diameter for 80% of flooding, the number of actual trays required, and the
(a) A bottle of pure n-heptane is accidentally poured into a of pure toluene in a commercial laboratory. One of the laboratory assistants, with almost no background in chemistry, suggests that, since heptane boils at a lower temperature than toluene, the following purification procedure can be
A mixture of 40 mol% isopropanol in water is to be distilled at 1 atm by a simple batch distillation until 70 mol% of the charge has been vaporized (equilibrium data are given in Exercise 7.33). What will be the compositions of the liquid residue remaining in the still pot and of the collected
A 30 mol% feed of benzene in toluene is to be distilled in a batch operation. A product having an average composition of 45 mol% benzene is to be produced. Calculate the amount of residue, assuming α = 2.5 and W0 = 100.
A charge of 250 lb of 70 mol% benzene and 30 mol% toluene is subjected to batch, differential distillation at atmospheric pressure. Determine the compositions of the distillate and residue after one-third of the original mass is distilled off. Assume the mixture forms an ideal solution and apply
A mixture containing 60 mol% benzene and 40 mol% toluene is subjected to batch, differential distillation at 1 atm, under three different conditions:1. Until the distillate contains 70 mol% benzene2. Until 40 mol% of the feed is evaporated3. Until 60 mol% of the original benzene leaves in the vapor
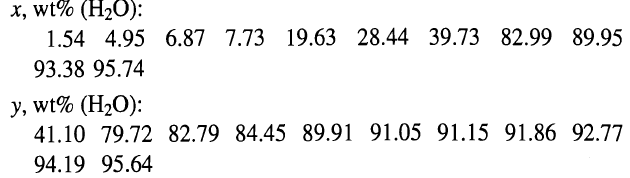
A mixture consisting of 15 mol% phenol in water is to be batch distilled at 260 torr. What fraction of the original batch remains in the still when the total distillate contains 98mol% water? What is the residue concentration? Vapor ”liquid equilibrium data at 260 torr [Ind. Eng. Chem., 17,
A still is charged with 25 mol of a mixture of benzene and toluene containing 0.35 mole fraction benzene. Feed of the same composition is supplied at a rate of 7 mol/h, and the heat rate is adjusted so that the liquid level in the still remains constant. No liquid leaves the still pot, and α =
A distillation system consisting of a reboiler and a total condenser (no column) is to be used to separate A and B from a trace of nonvolatile material. The reboiler initially contains 20 lbmol of feed of 30 mol% A. Feed is to be supplied to the reboiler at the rate of 10 lbmol/h, and the heat
Repeat Exercise 13.2 for the case of a batch distillation carried out in a two-stage column with a reflux ratio of L/V = 0.9.
Repeat Exercise 13.3 assuming the operation is carried out in a three-stage column with L/V = 0.6.
One kilomole of an equimolar mixture of benzene and toluene is fed to a batch still containing three equivalent stages (including the boiler). The liquid reflux is at its bubble point, and L/D = 4. What is the average composition and amount of product at a time when the instantaneous product
The fermentation of corn produces a mixture of 3.3 mol% ethyl alcohol in water. If 20 mol% of this mixture is distilled at 1atm by a simple, batch distillation, calculate and plot the instantaneous-vapor composition as a function of mole percent of hatch distilled. If reflux with three theoretical
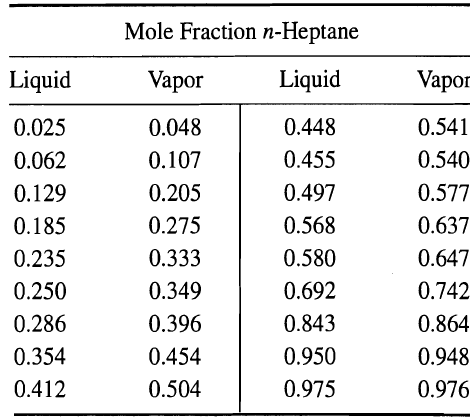
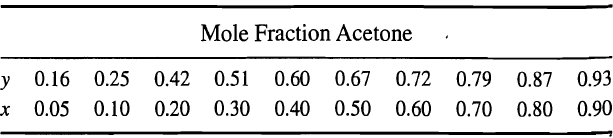
An acetone ”ethanol mixture of 0.5 mole fraction acetone is to be separated by batch distillation at 101 kPa. Vapor ”liquid equilibrium data at 101 kPa are as follows:(a) Assuming an L/D of 1.5 times the minimum, how many stages should this column have if we want the composition of the
A total of 2,000 gallons of 70 wt% ethanol in water, having a specific gravity of 0.871, is to be separated at 1 atm in a batch rectifier operating at constant distillate composition with a constant molar vapor boilup rate to obtain a distillate product of 85 mol% ethanol and a residual waste water
A charge of 1,000 kmol of a mixture of 20 mol% ethanol in water is to undergo batch rectification at 101.3 kPa at a vapor boilup rate of 100 kmol/h. If the column has the equivalent of six theoretical plates and the distillate composition is to be maintained at 80 mol% ethanol by varying the reflux
A 500 lbmol mixture of 48.8 mol% A and 51.2 mol% B with a relative volatility αA,B of 2.0 is to be separated in a batch rectifier consisting of a total condenser, a column with seven theoretical stages, and a partial reboiler. The reflux ratio is to be varied so as to maintain the distillation
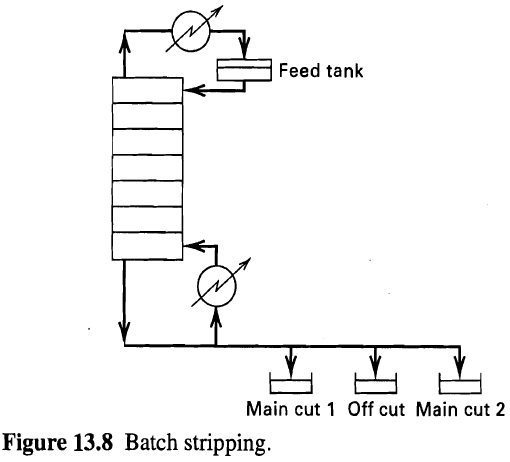
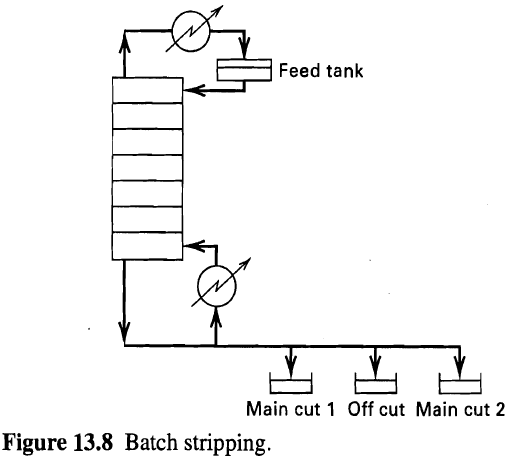
Develop a procedure similar to that of Section 13.2 to calculate a binary batch stripping operation using the equipment arrangement of figure 13.8.
A three-theoretical-stage batch stripper (one stage is the reboiler) is charged to the feed tank (see figure) with 100 kmol of 10 mol% n-hexane in n-octane mix. The boilup rate is 30 kmol/h. If a constant boilup ratio (V/L) of 0.5 is used, determine the instantaneous-bottoms composition and the
Develop a procedure similar to that of Section 13.2 to calculate a complex, binary, batch-distillation operation using the equipment arrangement of figure.
For a batch rectifier with appreciable column holdup:(a) Why is the composition of the charge to the still higher in the light component than the still composition at the start of rectification, assuming that total-reflux conditions are established before rectification begins?(b) Why will
For a batch rectifier with appreciable column holdup, why do tray compositions change less rapidly compared to a rectifier with negligible column holdup, and why is the degree of separation improved?
Based on the statements in Exercises 13.20 and 13.21, why is it difficult to predict the effect of holdup?
Use the shortcut method of Sundaram and Evans to solve Example 13.7, but with zero condenser and stage holdups.
Showing 1400 - 1500
of 6778
First
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
Last
Step by Step Answers