New Semester
Started
Get
50% OFF
Study Help!
--h --m --s
Claim Now
Question Answers
Textbooks
Find textbooks, questions and answers
Oops, something went wrong!
Change your search query and then try again
S
Books
FREE
Study Help
Expert Questions
Accounting
General Management
Mathematics
Finance
Organizational Behaviour
Law
Physics
Operating System
Management Leadership
Sociology
Programming
Marketing
Database
Computer Network
Economics
Textbooks Solutions
Accounting
Managerial Accounting
Management Leadership
Cost Accounting
Statistics
Business Law
Corporate Finance
Finance
Economics
Auditing
Tutors
Online Tutors
Find a Tutor
Hire a Tutor
Become a Tutor
AI Tutor
AI Study Planner
NEW
Sell Books
Search
Search
Sign In
Register
study help
engineering
chemical engineering
Separation process principles 2nd Edition J. D. Seader - Solutions
A charge of 100 kmol of an equimolar mixture of A, B, and C, with αA,B= 2 and αA ,C = 4, is distilled in a batch rectifier containing the equivalent of four theoretical stages, including the reboiler. If holdup can be neglected, use the shortcut method with R = 5 and V = 100 kmol/h to estimate
A charge of 200 kmol of a mixture of 40 mol% A, 50 mol% B, and 10 mol% C with αA,C = 2.0 and αB,C = c1.5 is to be separated in a batch rectifier with a total of three theoretical stages and operating at a reflux ratio of 10, with a molar vapor boilup rate of 100 kmol/h. Holdup is negligible. Use
A charge of 100 lbmol of 35 mol% n-hexane, 35 mol% n-heptane, and 30 mol% n-octane is to be distilled at 1 atm in a batch rectifier, consisting of a partial reboiler, a column, and a total condenser, at a constant boilup rate of 50 lbmol/h and a constant reflux ratio of 5. Before rectification
A charge of 100 lbmol of a hydrocarbon mixture containing 10 mol% propane, 30 mol% n-butane, 10 mol% n-pentane, and the balance n-hexane is to be separated in a batch rectifier equipped with a partial reboiler, a total condenser with a liquid holdup of 1.0 ft3, and a column with the equivalent of
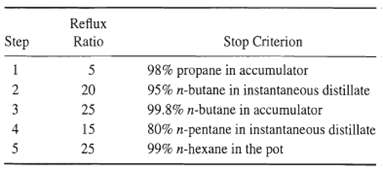
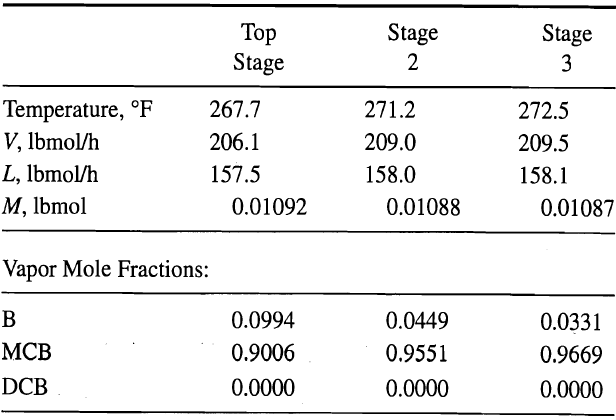
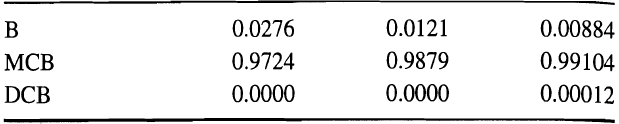
A charge of 100 lbmol of benzene (B), monochlorobenzene (MCB), and o-dichlorobenzene (DCB) is being distilled in a batch rectifier that consists of a total condenser, a column with 10 theoretical stages, and a partial reboiler. Following the establishment of total reflux, the first operation step
A mixture of 100 kmoles of 30 mol% methanol, 30 mol% ethanol, and 50 mol% n-propanol is charged at a pressure of 120 kPa to a batch rectifier, consisting of a partial reboiler, a column containing the equivalent of 10 equilibrium stages, and a total condenser. After establishing a total-reflux
Repeat Exercise 13.29 with the following modifications. Add a third operating step. For all three steps, use the same distillate rate and reflux rate as in Exercise 13.29. Use the following durations for the three steps: 13 hours for Step 1, 4 hours for Step 2, and 13 hours for Step 3. The
A mixture of 100 kmoles of 45 mol% acetone, 30 mol% chloroform, and 25 mol% benzene is charged at pressure of 101.3 kPa to a batch rectifier, consisting of a partial reboiler, a column containing the equivalent of 10 equilibrium stages, and a total condenser. After establishing a total-reflux
Using a batch-distillation simulation program, make the following modifications to the C6-C7-C8 ternary example in Section 13.8:(a) Increase the reflux above 8 to eliminate the second slop cut.(b) Change the termination specification on the second step to reduce the amount of the first slop cut,
Explain, as completely as you can, how membrane separations differ from:(a) Absorption and stripping(b) Distillation(c) Liquid-liquid extraction(d) Extractive distillation
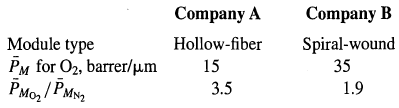
For the commercial application of membrane separators discussed at the beginning of this chapter, calculate the permeabilities of hydrogen and methane in barrer.
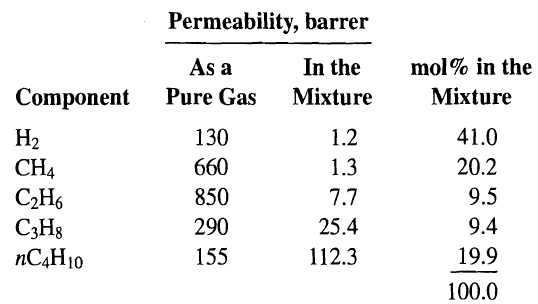
A new asymmetric, polyimide, polymer membrane has been developed for the separation of N2 from CH4. At 30°C, permeance values are 50,000 and 10,000 barrer/cm for N2 and CH4, respectively. If this new membrane is used to perform the separation in Figure, determine the membrane surface area required
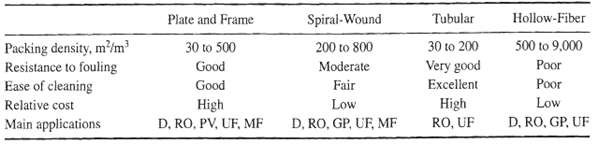
A hollow-fiber module has 4,000 ft2 of membrane surface area based on the inside diameter of the fibers, which are 42 ?m i.d. x 85 ?m 0.d. x 1.2 m long each. Determine:(a) The number of hollow fibers in the module.(b) The diameter of the module, assuming the fibers are on a square spacing of 120 pm
A typical spiral-wound module made from a flat sheet of membrane material is 0.3 m in diameter and 3 m long.' If the packing density (membrane surface area/unit module volume) is 500 m2/m3, determine the center-to-center spacing of the membrane in the spiral, assuming a collection tube 1 cm in
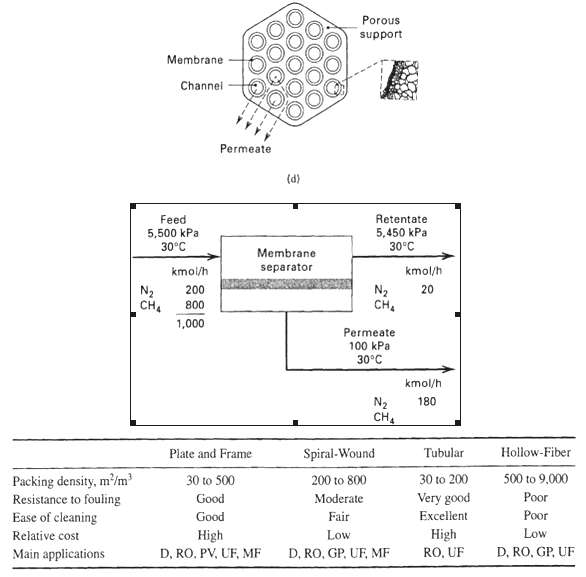
A monolithic membrane element, of the type shown in figure d, contains 19 flow channels that are 0.5 cm in inside diameter by 0.85 m long. If nine of these elements are placed into a cylindrical module of the type shown in figure, determine reasonable values for:(a) Module volume in m3.(b) Packing
Water at 70°C is to be passed through a porous polyethylene membrane of 25% porosity with an average pore diameter of 0.3 micron and an average tortuosity of 1.3. The pressures on the downstream and upstream sides of the membrane are 125 and 500 kPa, respectively. Estimate the flow rate of water
A porous-glass membrane, with an average pore diameter of 40 a, is to be used to separate light gases at 25oC under conditions where Knudsen flow may be dominant. The downstream pressure is 15 psia, while the upstream pressure is not greater than 120 psia. The membrane has been calibrated with pure
Two mechanisms for the transport of gas components through a porous membrane that are not discussed in Section 14.3 or illustrated in Figure are (1) partial condensation in the pores by some components of the gas mixture to the exclusion of other components and subsequent transport of the condensed
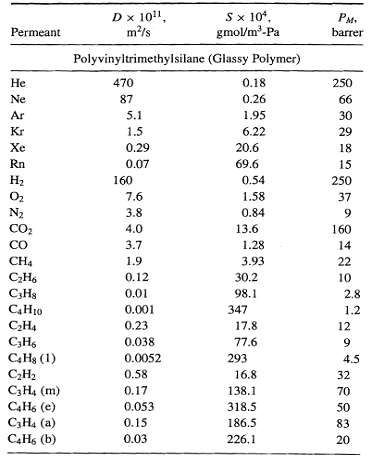
A mixture of 60 mol% propylene and 40 mol% propane at a flow rate of 100 lbmol/h and at 25?C and 300 psia is to be separated with a polyvinyltrimethylsilane polymer (see Table 14.9 for permeabilities). The membrane skin is 0.1 pm thick, and spiralwound modules are used with a pressure of 15 psia on
Repeat part (a) of Exercise 14.10 for a two-stage stripping cascade and a two-stage enriching cascade, as shown in Figure. However, select just one set of reasonable cuts for the two stages of each case so as to produce 40 lbmol/h of finalretentate.
Repeat Example 14.7 with the following changes:Tube-side Reynolds number = 25,000Tube inside diameter = 0.4 cmPermeate-side mass-transfer coefficient = 0.06 cm/sHow important is concentration polarization?
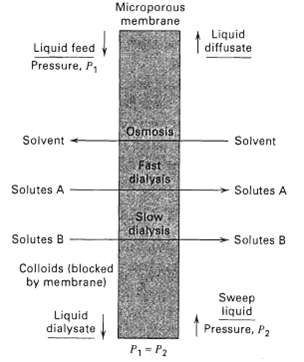
An aqueous process stream of 100 gal/h at 2oC contains 8 wt% Na2SO4 and 6 wt% of a high-molecular-weight substance (A). This stream is processed in a continuous, counter current-flow dialyzer using a pure water sweep of the same flow rate. The membrane is a microporous cellophane with pore volume =
A dialyzer is to be used to separate 300 L/h of an aqueous solution containing 0.1 M NaCI and 0.2 M HCI. Laboratory experiments with the microporous membrane to be used give the following values for the overall mass-transfer coefficient K1 in (14-57), for a log-mean concentration driving
A total of 86,000 gal/day of an aqueous solution of 3,000 ppm of NaCl is to be desalinized to 400 ppm by electrodialysis, with a 40% conversion. The process will be conducted in four stages, with three stacks of 150 cell pairs in each stage. The fractional desalinization will be the same in each
A reverse-osmosis plant is used to treat 30,000,000 gal/day of seawater at 20°C containing 3.5 wt% dissolved solids to produce 10,000,000 gal/day of potable water with 500 ppm of dissolved solids, and the balance as brine containing 5.25 wt% dissolved solids, The feed-side pressure is 2,000 psia,
A reverse-osmosis process is to be designed to handle a feed flow rate of 100gal/min. Three designs have been proposed, differing in the % recovery of potable water from the feed:Design 1: A single stage consisting of four units in parallel to obtain a 50% recoveryDesign 2: Two stages in series
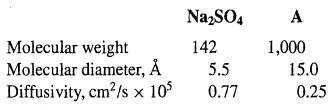
The production of paper involves a pulping step to break down wood chips into cellulose and lignin. In the Kraft process, an aqueous, pulping-feed solution, known as white liquor, is used that consists of dissolved inorganic chemicals such as sodium sulfide and sodium hydroxide. Following removal
Gas permeation can be used to recover VOCs from air at low pressures using a membrane material that is highly selective for the VOCs. In a typical application, 1,500 scfm (0°C, 1 atm) of air containing 0.5 mol% acetone (A) is fed to a spiral-wound membrane module system at 40°C and 1.2 atm. A
The separation of air into nitrogen and oxygen is widely practiced. Cryogenic distillation is most economical for processing 100 to 5,000 tons of air per day, while pressure-swing-adsorption is favorable for 20 to 50 tonslday. For small-volume users requiring less than 10 tonslday, gas permeation
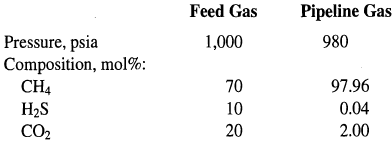
A joint venture has been underway for several years to develop a membrane process to separate CO2 and H2S from high-pressure sour natural gas. Typical feed and product conditions are:To meet these conditions, the following hollow-fiber membrane material targets have been established:where
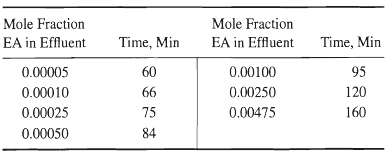
Pervaporation is to be used to separate ethyl acetate (EA) from water. The feed rate is 100,000 gallday of water containing 2.0 wt% EA at 30°C and 20 psia. The membrane is dense polydimethylsiloxane with a 1-μm-thick skin in a spiral-wound module that approximates crossflow. The permeate
For a temperature of 60°C and a permeate pressure of 15.2 mmHg, Wesslein et al. [45] measured a total permeation flux of 1.6 kg/m2-h for a 17.0 wt% ethanol in water feed, giving a permeate of 12 wt% ethanol. Otherwise, conditions were those of Example 14.12. Calculate the permeances of ethyl
The separation of benzene (B) from cyclohexane (C) by distillation at 1 atm is impossible because of a minimum-boiling-point azeotrope at 54.5 mol% benzene. However, extractive distillation with furfural is feasible. For an equimolar feed, cyclohexane and benzene products of 98 and 99 mol%,
Based on the problem statement of Example 14.14, calculate for just Section 1 the component material balance in pounds per day of operation, the percent recovery (yield) from the whey of the TP and NPN in the final concentrate, and the number of cartridges required if only two stages are used
Based on the problem statement of Example 14.14, design a four-stage diafiltration section to take the 55 wt% concentrate from Section 1 and achieve the desired 85 wt% concentrate, thus eliminating Section 3.
Using the membrane and feed conditions of and values for Rm, and K2 determined in Example 14.15 for DEF microfiltration, compute and plot the permeate flux and cumulative permeate volume as a function of time. Assume a combined operation with Stage 1 at a constant permeate rate of 10mL/min to an
Porous particles of activated alumina have a BET surface area of 310 m2/g, a particle porosity of 0.48, and a particle density of 1.30 g/cm3. Determine: (a) Specific pore volume in cm3/g,(b) True solid density, g/cm3, and (c) Approximate pore diameter in angstroms from (15-2).
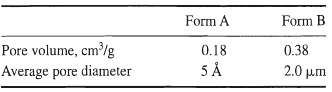
Carbon molecular sieves are available in two forms from a Japanese manufacturer:Estimate the surface area of eachform.
Representative properties of small-pore silica gel are as follows: pore diameter = 24 A; particle porosity = 0.47; particle density = 1.09 g/cm3 and specific surface area = 800 m2/g(a) Are these values reasonably consistent? (b) If the adsorption capacity for water vapor at 25°C and 6 mmHg partial
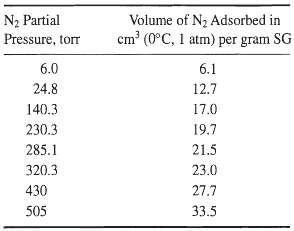
The following data were obtained in a BET apparatus for adsorption equilibrium of nitrogen on silica gel (SG) at -195.8°C. Estimate the specific surface area in m2/g of silica gel. How does your value compare with that in Table15.2?
Estimate the maximum ion-exchange capacity in meq/g resin for an ion-exchange resin made from 8 wt% divinylbenzene and 92 wt% styrene.
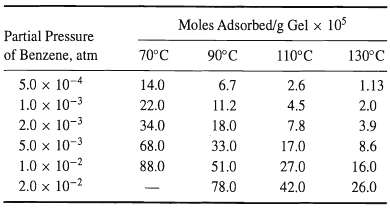
Shen and Smith [Ind. Eng. Chem. Fundam., 7, 100-105 (1968)] measured equilibrium-adsorption isotherms at four different temperatures for pure benzene vapor on silica gel, having the following properties: surface area = 832 m2/g, pore volume = 0.43 cm3/g, particle density = 1.13 g/cm3, and average
The separation of propane and propylene is accomplished by distillation, but at the expense of more than 100 trays and a reflux ratio of greater than 10. Consequently, the use of adsorption has been investigated in a number of studies. Javelin and Fair [Ind. Eng. Chem. Research, 32,2201-2207
Ruthven and Kaul [Ind. Eng. Chem. Res., 32, 2047-2052 (1993)l measured adsorption isotherms for a series of gaseous aromatic hydrocarbons on well-defined crystals of NaX zeolite over ranges of temperature and pressure. For 1, 2, 3, 5-tetramethylbenzene at 547 K, the following equilibrium data were
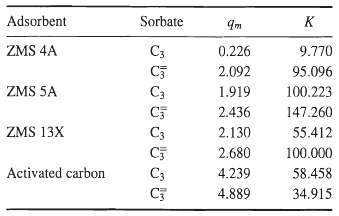
Lewis, Gilliland, Chertow, and Hoffman [J. Am. Chem. Soc., 72, 1153-1 157 (1950)] measured adsorption equilibria for pure propane, pure propylene, and binary mixtures thereof, on activated carbon and silica gel. Adsorbate capacity was high on carbon, but selectivity was poor. Selectivity was high
In Example 15.6, pure-component, liquid-phase adsorption data are used with the extended-Langmuir isotherm to predict a binary-solute data point. Use the following mixture data to obtain the best fit to an extended Langmuir-Freundlich isotherm of the form
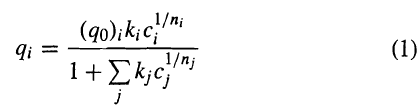
Sircar and Myers [J. Phys. Chem., 74,2828-2835 (1970)] measured liquid-phase adsorption at 30?C for a binary mixture of cyclohexane (1) and ethyl alcohol (2) on activated carbon. Assuming no adsorption of ethyl alcohol, they used (15-34) to obtain the following results: (a) Plot the data as q1
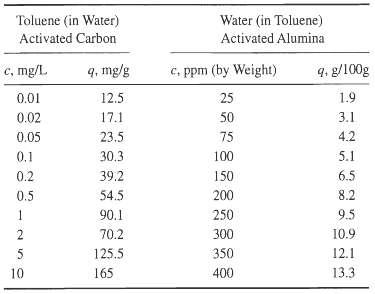
Both the adsorptive removal of small amounts of toluene from water and small amounts of water from toluene are important in the process industries. Activated carbon is particularly effective for removing soluble organic compounds (SOCs) from water. Activated alumina is effective for removing
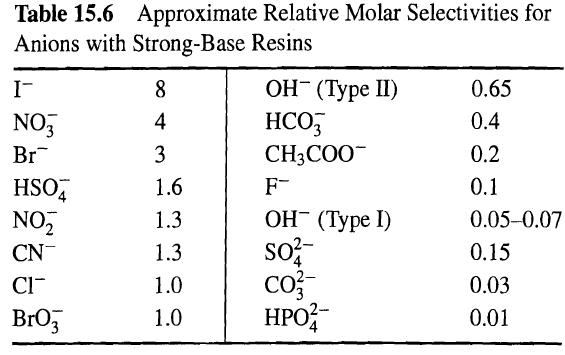
Derive (15-44). Use this equation to solve the following problem. Sulfate ion is to be removed from 60 L of water by exchanging it with chloride ion on 1 L of a strong-base resin with relative molar selectivities as listed in Table 15.6 and an ion-exchange capacity of 1.2 eq/L of resin. The water
Silver ion in methanol was exchanged with sodium ion using Dowex 50 cross-linked with 8% divinyl benzene by Gable and Stroebel [J. Phys. Chem., 60, 513-517 (1956)]. The molar selectivity coefficient was found to vary somewhat with the equivalent fraction of Na+ in the resin as follows:If the wet
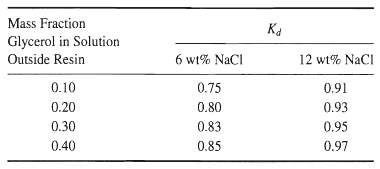
Ion exclusion is a process that uses ion-exchange resins to separate nonionic organic compounds from ionic species contained in a polar solvent, usually water. The resin is pre-saturated with the same ions as in the solution, thus eliminating ion exchange. However, in the presence of the polar
Benzene vapor in an air stream is adsorbed in a fixed bed of 4 x 6 mesh silica gel packed to an external void fraction of 0.5. The bed is 2 feet in inside diameter and the air flow rate is 25 lb/min (benzene-free basis). At a location in the bed where the pressure is 1 atm, the temperature is
Water vapor in an air stream is to be adsorbed in a 12.06-cm-inside-diameter column packed with 3.3-mm-diameter Alcoa F-200 activated alumina beads with an external porosity of 0.442. At a location in the bed where the pressure is 653.3 kPa, the temperature is 21°C, the gas flow rate is 1.327
For the conditions of Example 15.8 estimate the effective diffusivity of acetone vapor in the pores of activated carbon with the following properties: particle density = 0.85 g/cm3, particle porosity = 0.48, average pore diameter = 25 A, and tortu-osity = 2.75. Consider both bulk and Knudsen
For the conditions of Exercise 15.16, estimate the effective diffusivity of benzene vapor in the pores of silica gel with the following properties: particle density = 1.15 g/cm3 particle porosity = 0.48, average pore diameter = 30 A, and tortuosity = 3.2. Consider all mechanisms of diffusion. The
For the conditions of Exercise 15.17, estimate the effective diffusivity of water vapor in the pores of activated alumina with the following properties: particle density = 1.38 g/cm3, particle porosity = 0.52, average pore diameter = 60 A, and tortuosity = 2.3. Consider all mechanisms of diffusion
Adsorption with activated carbon, made from bituminous coal, of soluble organic compounds (SOCs) to purify surface and ground water is a proven technology, as discussed by Stenzel [Chem. Eng. Prog., 89 (4.), 36-43 (1993)l. The less-soluble organic compounds, such as chlorinated organic solvents and
Repeat Exercise 15.21 for water containing 0.324 mg/L of benzene (B) and 0.630 mg/L of m-xylene (X). Adsorption isotherms at 25OC for these low concentrations are essentially independent and are given byThe feed concentrations of the SOCs in the feed are to be reduced to 0.002 mg/Leach.
Repeat Exercise 15.21 for water containing 0.223 mg/L chloroform, whose concentration is to be reduced to 0.010 mg/L. The adsorption isotherm at 25°C is given by q = 10c0.564
Three fixed-bed adsorbers containing 10,000 lb of granules of activated carbon (ρb = 30 lb/ft3) each are to be used to treat 250gpm of water containing 4.6 mg/L of 1, 2-dichloroethane (D) to reduce the concentration to less than 0.001 mg/L. Each carbon bed has a height equal to twice the diameter.
The fixed-bed adsorber series arrangement of Exercise 15.24 is to be used to treat 250gpm of water containing 0.185 mg/L of benzene (B) and 0.583 mg/L of m-xylene (X). However, because the two solutes may have considerably different breakthrough times, more than two operating beds in series may be
Air at 80°F, 1 atm, 80% relative humidity, and a superficial velocity of 100 ft/min passes through a 5-ft-high bed of 2.8-mmdiameter spherical particles of silica gel (ρb = 39 lb/ft3). The adsorption equilibrium isotherm at 80°F is given byqH2O = 15.9pH2Owhere q is in lb H2O/lb gel and p is in
A train of four 55-gallon cannisters of activated carbon is to be used to reduce the nitroglycerine (NG) content of 400 gph of wastewater from 2,000 ppm by weight to less than 1 ppm. Each cannister has a diameter of 2 ft and holds 200 lb activated carbon (ρb = 32 lb/ft3). Each cannister is
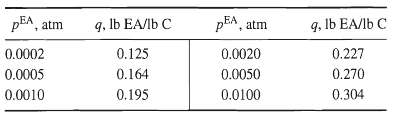
Air at a flow rate of 12,000 scfm (60?F, 1 atm) and containing 0.5 mol% ethyl acetate (EA) and no water vapor is to be treated with activated carbon (C) (?b = 30 lb/ft3) with an equivalent particle diameter of 0.01 1 ft in a fixed-bed adsorber to remove the ethyl acetate, which will be subsequently
In Examples 15.11 and 15.13, benzene is adsorbed from air at 70?F in a 6-ft-high bed of silica gel and then stripped with air at 145?F. If the bed height is changed to 30 ft, the following data are obtained for breakthrough at 641 minutes for the adsorption step: If the bed is regenerated
Use the method of lines with a five-point, biased, upwind finite-difference approximation and a stiff integrator to perform PSA cycle calculations that approach the cyclic steady state for the data and design basis in Example 15.14, starting from: (a) A clean bed, and (b) A bed saturated with the
Solve Example 15.14 for PL = 0.12 atm and an interstitial velocity during desorption that corresponds to the use of 44.5% of the product gas from the adsorption step.
For the separation of air by PSA, adsorption of both O2 and NZ must be considered. Develop a model for this case taking into account two species mass balances, overall mass balance, two species mass-transfer rates, and two extended-Langmuir isotherms. Each of the two main steps can be isothermal
Two adsorption-based separation processes not considered in this chapter because of lack of significant commercial application are (1) parametric pumping, first conceived by R.H. Wilhelm in the early 1960s, and (2) cycling-zone adsorption, invented by R.L. Pigford and co-workers in the late 1960s.
A gas mixture containing 55 mol% propane and 45 mol% propylene is to be separated into products containing 10 and 90 mol% propane by adsorption in a continuous, countercurrent adsorption system operating at 25°C and 1 atm. The adsorbent is silica gel, for which equilibrium data are given in
Repeat Example 15.19, except for a feed containing 400 ppm (by weight) of CaCl2 and 50 ppm of NaCI.
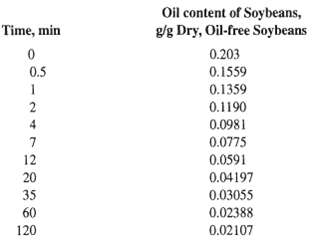
Using experimental data from pilot-plant tests of soybean extraction by Othmer and Agarwa1, summarized at the beginning of this chapter, check the mass balances for oil and hexane around the extractor, assuming the moisture is retained in the flakes, and compute the mass ratio of liquid oil to
Barium carbonate, which is essentially water insoluble, is to be made by precipitation from an aqueous solution containing 120,000 kg/day of water and 40,000 kg/day of barium sulfide, with the stoichiometric amount of solid sodium carbonate. The reaction also produces a by-product of water-soluble
Calcium-carbonate precipitate can be produced by the reaction of an aqueous solution of sodium carbonate and calcium oxide. The by-product is aqueous sodium hydroxide. Following decantation, the slurry leaving the precipitation tank is 5 wt% calcium carbonate, 0.1 wt% sodium hydroxide, and the
Zinc is to be recovered from an ore containing zinc sulfide. The ore is first roasted with oxygen to produce zinc oxide, which is then leached with aqueous sulfuric acid to produce water-soluble zinc sulfate and an insoluble, worthless residue called gangue. The decanted sludge of 20,000 kg/h
Fifty-thousand kg/h of flaked soybeans, containing 20 wt% oil, is to be leached of the oil with the same flow rate of n-hexane in a countercurrent-flow system consisting of an ideal leaching stage and three ideal washing stages. Experiments show that the underflow from each stage will contain 0.8
One hundred tons per hour of a feed containing 20 wt% Na2CO3 and the balance insoluble solids is to be leached and washed with water in a continuous, countercurrent system. Assume that leaching will be completed in one ideal stage. It is desired to obtain a final extract containing 15 wt% solute,
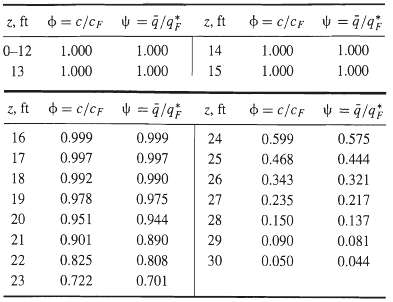
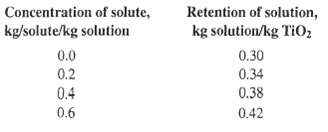
Titanium dioxide, which is the most common white pigment in paint, can be produced from the titanium mineral, rutile, by chlorination to TiCl4, followed by oxidation to TiO2. To purify the insoluble titanium dioxide, it is washed free of soluble impurities in a continuous, countercurrent system of
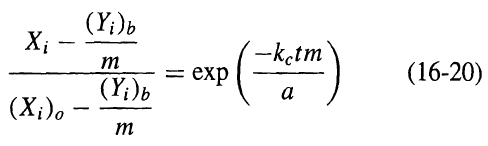
Derive (16-20), assuming that (Yi)b, kc, m, and a and that (Xi)o is uniform through the solid,
Derive(16-24).
Data of Othmer and Agarwal [1] for the batch extraction of oil from soybeans by oil-free n-hexane at 80°F are as follows: Determine whether these data are consistent with a constant effective diffusivity of oil insoybeans.
Estimate the molecular diffusivity of sucrose in water at infinite dilution at 80°C, noting that the value is 0.54 x 10-5 cm2/s at 25°C. Give reasons for the difference between the value you obtain and the value for effective diffusivity in Example 16.6.
A desublimation unit of the heat-exchanger type is to be sized for the recovery of 200 kg/h of benzoic acid (BA) from a gas stream containing 0.8 mol% BA and 99.2 mol% N2. The gas enters the unit at 780 torr at 130°C and leaves without pressure drop at 80°C. The coolant is pressurized cooling
Benzoic acid is to be crystallized by bulk-phase desublimation from N2 using a novel method described by Vitovec, Smolik, and Kugler [Coll. Czech. Chem. Commun., 42, 1108-1117 (1977)]. The gas, containing 6.4 mol% benzoic acid and the balance N2, flows at 3 m3/h at 1 atm and a temperature of 10?C
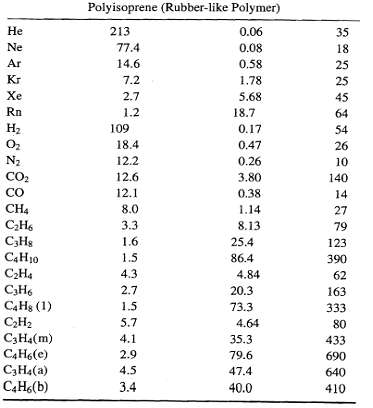
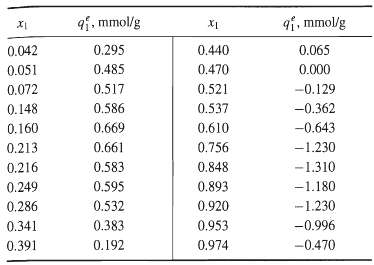
Derive (17-75).
Fifty-thousand pounds per hour of a 20 wt% aqueous solution of NaOH at 120°F is to be fed to an evaporator operating at 3.7 psia, where the solution is concentrated to 40 wt% NaOH. The heating medium is saturated steam at a temperature 40°F higher than the exiting temperature of the caustic
A 10 wt% aqueous solution of NaOH at 100°F and a flow rate of 30.000 lb/h is to be concentrated to 50 wt% by evaporation using saturated steam at 115 psia.(a) If a single-effect evaporator is used with U 400 Btulh-ft2-°F and a vapor-space pressure of 4 in. Hg, determine the heat-transfer area and
A 10 wt% aqueous solution of MgSO4 at 14.7 psia and 70°F is sent to a double-effect evaporator system with forward feed at a flow rate of 16,860 lb/h, to be concentrated to 30 wt% MgSO4. The pressure in the second effect is 2.20 psia. The heating medium is saturated steam at 230oF. Estimated
The surface moisture of crystals of NaCl of 0.5-mm average particle size is to be removed in a continuous, direct-heat dryer without a significant change to the particle size. What types of dryers would be suitable? How high could the gas feed temperature be?
A batch dryer is to be selected to dry 100 kg/h of a toxic, temperature-sensitive material (maximum of 50°C) of an average particle size of 350 Fm. What dryers are suitable?
A thin, milk-like liquid is to be dried to produce a fine powder. What types of continuous, direct-heat dryers would be suitable? The material should not be heated above 200°C.
The selection of a batch or continuous dryer is determined largely by the condition of the feed, the temperature-sensitivity of the dried material, and the form of the dried product. What types of batch and continuous dryers would be suitable for the following cases:(a) A temperature-insensitive
Solar drying has been used for centuries to dry and, thus, preserve fish, fruit, meat, plants, seeds, and wood. What are the advantages and disadvantages of this type of drying? What other types of dryers can be used to dry such materials? What type of dryer would you select to continuously dry
Fluidized-bed dryers are used to dry a variety of vegetables, including potato granules, peas, diced carrots, and onion flakes. What are the advantages of this type of dryer for these types of materials?
Powdered milk can be produced from liquid milk in a three-stage process: (1) vacuum evaporation in a falling-film evaporator to a high-viscosity liquid of less than 50 wt% water; (2) spray drying to 7 wt% moisture; and (3) fluidized-bed drying to 3.6 wt% moisture. Give reasons why this three-stage
Deterioration must be strictly avoided when drying pharmaceutical products. Furthermore, such products are often produced from a nonaqueous solvent such as ethanol, methanol, acetone, etc. Explain why a closed-cycle spray dryer using nitrogen is frequently a good choice of dryer.
Paper is made from a suspension of fibers in water. The process begins by draining the fibers to a water-to-fiber ratio of 6:1, followed by pressing to a 2:1 ratio. What type of dryer could then be used to dry a continuous sheet to an equilibrium-moisture content of 8 wt% (dry basis)?
Green wood contains from 40 to 110 wt% moisture (dry basis) and must be dried before use to just under its equilibrium-moisture content when in the final environment. This moisture content is usually in the range from 6 to 15 wt% (dry basis). Why is it important to dry the wood, and what is the
Wet coal is usually dried to a moisture content of less than 20 wt% (dry basis) before being transported, briquetted, coked, gasified, carbonized, or burned. What types of direct-heat dryers are suitable for drying coal? Can a spouted-bed dryer be used? If air is used as the heating medium, is
Drying is widely used to remove solvents from coated webs, which include coated paper and cardboard, coated plastic films and tapes (e.g., photographic films and magnetic tapes), and coated metallic sheets. The coatings may be water-based or other solvent-based. Solid coatings are also used.
Showing 1500 - 1600
of 6778
First
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
Last
Step by Step Answers

-1.PNG)
-2.PNG)
-2.PNG)




![[4)-6-a] .2 (:) p.ΔΗ (17-75) In ro ke(Tg – Te) [ 2 [e-A}-](https://dsd5zvtm8ll6.cloudfront.net/si.question.images/images/question_images/1554/2/0/8/4885ca356e8657bd1554208488349.jpg)

